
Defeitos comuns e medidas preventivas na fundi??o por gravidade de ligas de alumínio
發(fā)布時(shí)間:2025-01-21 分類:informa??o pública 瀏覽量:1697
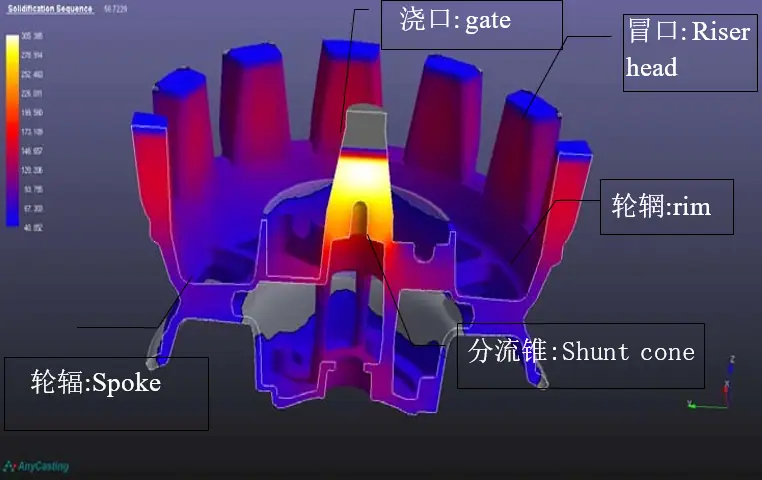
fundi??o gravitacional é no processo de fundi??o, a primeira solidifica??o do metal líquido devido à expans?o térmica e contra??o do volume de contra??o, precisa de contar com a parte superior da gravidade do metal líquido para complementar, para completar o efeito de encolhimento. A solidifica??o por fundi??o por gravidade para a ordem de solidifica??o, é toda a parte na solidifica??o da solidifica??o de acordo com uma certa ordem de solidifica??o sucessiva, a posi??o de solidifica??o relativamente para trás pode ser um encolhimento complementar da posi??o de solidifica??o relativamente para a frente, de modo que os defeitos finais de fundi??o est?o concentrados nas últimas pe?as de resfriamento (risers, posi??o dos port?es), para obter fundi??es de produ??o qualificadas. Fundi??o por gravidade alumínio Sequência de solidifica??o de pe?as vazadas de rodas:
Aro - Raio - Cubo central (biselado) - Cone de desvio - Tubo (riser)
Os parametros de conce??o do processo de fundi??o incluem tolerancias de maquinagem, tolerancias de processo (risers, etc. para compensar a posi??o de retra??o), retra??o do metal (coeficiente de retra??o) e inclina??o do molde, sistema de arrefecimento (para garantir que a fundi??o da solidifica??o sequencial) e assim por diante.
Quando a sequência de solidifica??o das pe?as fundidas ou os parametros de conce??o do processo n?o satisfazem os requisitos do produto, surgem defeitos de fundi??o, sendo os defeitos de fundi??o em liga de alumínio comuns e as medidas preventivas:

1. subestimar .
Caraterísticas: No processo de moldagem por fundi??o, algumas partes do enchimento est?o incompletas.
Causas de forma??o:
a. A fluidez do líquido de alumínio n?o é forte, alto teor de gás no líquido, mais pele de óxido;
b. Sistema de fundi??o deficiente, a sec??o transversal da porta interior é demasiado pequena;
c. Más condi??es de exaust?o do molde, exaust?o deficiente, demasiada tinta, temperatura do molde demasiado elevada, o que resulta numa elevada press?o do ar na cavidade e n?o pode ser descarregado suavemente.
Medidas preventivas: 1, melhorar a fluidez do líquido de alumínio, especialmente a refina??o e a escória, aumentar adequadamente a temperatura do molde ou a temperatura de fundi??o (aumentar a velocidade de fundi??o, ajustar a tolerancia da espessura da parede, abrir o canal da barra auxiliar); 2, aumentar a área da sec??o transversal do port?o interno; 3, melhorar as condi??es de exaust?o, de acordo com o fenómeno defeituoso combinado com a situa??o real do molde, aumentar a ranhura de transbordamento e a linha de exaust?o, cavidades c?ncavas profundas para adicionar os tamp?es de exaust?o, re-pulverizar a tinta, para que a tinta seja fina e uniforme, e esperar que o molde seque e feche a produ??o. E esperar que a tinta seque antes da produ??o do molde.
2. crepita??es
Caraterísticas: a pe?a em bruto está danificada ou quebrada, aberta em linhas longas e finas, situa??o irregular, penetra??o e n?o penetra??o de dois tipos, sob a a??o da for?a externa é a tendência de desenvolvimento, fissuras frias, fissuras quentes, mas a diferen?a: as fissuras frias no metal n?o s?o oxidadas, as fissuras quentes no metal s?o oxidadas.

Causas de forma??o:
a. A estrutura de fundi??o n?o é razoável, a contra??o é dificultada, o angulo redondo de fundi??o é pequeno;
b. A unidade ejectora está deformada e com uma carga irregular;
c. A temperatura do molde é demasiado alta ou demasiado baixa, e a tens?o e fissura??o graves no processo de abertura do molde;
d. Os elementos nocivos na liga excedem a norma e a taxa de alongamento diminui;
e. Má ventila??o;
Medidas preventivas: 1, melhorar a estrutura de fundi??o, reduzir a diferen?a de espessura da parede do molde, aumentar a parte da fissura do canto arredondado ou do raio do arco; 2, corrigir o sistema de eje??o do molde e os pinos de fixa??o do molde superior e inferior, buchas, para garantir que a eje??o do liso; 3, ajustar a temperatura do molde à temperatura normal para eliminar o molde invertido e o fenómeno desigual, aumentar a inclina??o de recolha do molde; 4, controlar a composi??o do alumínio líquido, especialmente a composi??o dos elementos perigosos; 5, aparar o sistema de escape do molde 5, reparar o sistema de escape do molde para garantir que a parte do escape do molde seja suave.
3. barreira ao frio
Caraterísticas: Tra?os na extremidade ou no colo do escoamento do fluido, com arestas arredondadas nas suas intersec??es e tendência para continuar a desenvolver-se sob for?as externas.
Causas de forma??o:
a. Fraca fluidez do líquido de alumínio;
b. A fus?o do enchimento do sub-fio líquido é fraca ou o processo é demasiado longo para ligar;
c. A temperatura do líquido (molde) é demasiado baixa ou a ventila??o é insuficiente;
Medidas preventivas: 1, aumentar adequadamente a temperatura do alumínio líquido e a temperatura do molde, verificar e ajustar a composi??o da liga de alumínio líquido; 2, disposi??o razoável do canal de transbordo, aumentar o canal de fluxo, encurtar o processo, de modo a que o alumínio líquido seja preenchido com o suficiente; 3, aumentar a velocidade de fundi??o ou aumentar a temperatura do molde, melhorar o sistema de exaust?o do molde.
4. (de bebidas) com gás
Caraterísticas: Sob a pele da pe?a fundida, formam-se bolhas devido à expans?o dos gases reunidos.
Causas de forma??o:
a. A temperatura do molde é demasiado elevada e a temperatura do líquido de alumínio é demasiado elevada;
b. A velocidade de enchimento é demasiado rápida e o líquido metálico é envolvido pelo gás durante o processo de enchimento.
c. A tinta é gaseada, pulverizada em demasia, n?o evaporada antes da fundi??o e o gás é envolvido na superfície da fundi??o;
d. Má ventila??o;
e. Tempo de reten??o insuficiente e abertura prematura do molde.
Medidas preventivas: 1, alterar o processo de arrefecimento do molde, arrefecendo a temperatura do molde para a temperatura normal de trabalho; alterar o processo de fus?o para garantir que a temperatura do alumínio líquido é normal; 2, abrandar a velocidade de enchimento, para evitar o vórtice de gás do pacote (pode ser controlado pela densidade da tela, a espessura da tela, etc.); 3, a sele??o de uma pequena quantidade de gás para o revestimento, pulverizando uma camada fina e uniforme de tinta, completamente seco e evaporar após o fechamento do molde; 4, para alterar o tempo de saída do molde para garantir que a solidifica??o do pleno.

5. Furos de ar (furos de gás e escória)
Caraterísticas: Furos de forma regular com superfícies lisas formadas por gases envolvidos no interior da pe?a fundida.
Causas de forma??o:
a. O líquido de alumínio entra na cavidade, ocorre um impacto positivo, resultando num vórtice; b. A velocidade de carregamento é demasiado rápida, resultando num fluxo estagnado;
c. Escape deficiente; d. A posi??o da cavidade do molde é demasiado profunda; e. Demasiada tinta, n?o completamente seca e evaporada antes do enchimento;
f. Refina??o deficiente do líquido de alumínio, escória incompleta;
h. Existem detritos na cavidade e o filtro n?o cumpre os requisitos ou está mal colocado; i. A margem de maquinagem é demasiado grande.
Medidas preventivas: 1, a utiliza??o de condutas para a descarga de gás na cavidade da forma de infus?o, para evitar que o líquido de alumínio se feche primeiro na superfície de separa??o do sistema de transbordo; 2, para reduzir a velocidade de enchimento do alumínio líquido (aumentar a densidade do ecr? e outras formas); 3, na parte final de enchimento da cavidade para abrir a ranhura de transbordo e o canal de escape, e para evitar o fecho do alumínio líquido; 4, a instala??o da cavidade profunda dos tamp?es de escape e a utiliza??o da estrutura em mosaico para aumentar o escape; 5, a utiliza??o de pistolas de vento para limpar a cavidade e para re 6, o metal líquido para além do gás, imediatamente escória, vazamento, n?o ficar muito tempo para evitar a reabsor??o de gás, além disso, ligas contendo alumínio, tanto quanto possível para n?o usar o forno de fus?o de fornecimento; 7, para atender às necessidades do caso de ajuste razoável do subsídio de usinagem do produto.
6. Retra??o
Caraterísticas: Furos de forma irregular com superfícies rugosas causadas por compensa??o interna insuficiente durante a condensa??o das pe?as fundidas.

Causas de forma??o:
a. A temperatura do líquido de alumínio é demasiado elevada;
b. Espessura irregular da parede da estrutura de vazamento, resultando em juntas quentes;
c. Port?o interior mais pequeno;
d. Temperatura local elevada do molde.
Medidas preventivas: 1, no caso de cumprir os requisitos de vazamento, reduzir a temperatura do líquido de alumínio; 2, melhorar a estrutura de fundi??o, eliminar a acumula??o de pe?as metálicas, transi??o lenta; se n?o for possível alterar a estrutura de fundi??o, o impacto local da retra??o das pe?as das "juntas frias", pode ser atrás do perímetro das ranhuras de perfura??o e fresagem e, em seguida, preenchido com materiais adiabáticos para aumentar a resistência térmica, pode ser ajustado Campo de temperatura razoável; 3, o nó quente local deve ser levado para o arrefecimento for?ado (pode ser usado cobre embutido localmente e outras formas), a fim de ajustar um gradiente de temperatura de encolhimento razoável; 4, aumentar os risers escuros, a fim de facilitar a press?o para uma melhor transferência; 5, ajustar a espessura do revestimento do molde, controlar a temperatura local do molde.
7. design decorativo
Caraterísticas: a superfície de fundi??o tem estrias lisas, visíveis a olho nu, mas n?o sentidas com a m?o, a cor é diferente do gr?o normal do metal de base, ligeiramente esfregado com lixa que n?o é.
Causas de forma??o:
a. Carregamento demasiado rápido;
b. Demasiada tinta e quantidade irregular de tinta;
Medidas preventivas: 1. reduzir a velocidade de enchimento; 2. dosagem fina e uniforme da tinta, seguindo o princípio de meio fino e bordo grosso;

8. deformidade
Caraterísticas: a geometria da pe?a fundida n?o corresponde aos requisitos de projeto da deforma??o global.
Causas de forma??o:
a. Má conce??o da pe?a fundida, causando uma contra??o desigual;
b. Abrir o molde demasiado cedo, a pe?a fundida n?o é suficientemente rígida;
c, a inclina??o do molde de recolha de moldes é demasiado pequena, o que dificulta a liberta??o do molde;
d. Rece??o e coloca??o de pe?as vazadas, funcionamento incorreto;
e. A pe?a fundida arrefece demasiado depressa, provocando deforma??es.
Medidas preventivas: 1, melhorar a estrutura da pe?a fundida, de modo a que a espessura da parede seja uniforme; 2, determinar a melhor altura para abrir o molde, aumentar a rigidez da pe?a fundida; 3, aumentar a inclina??o do molde de recolha da pe?a fundida; 4, escolher e colocar a pe?a fundida, deve ser leve para levar luz para colocar; 5, após a abertura do molde, a pe?a fundida deve ser colocada no ar para arrefecer lentamente.
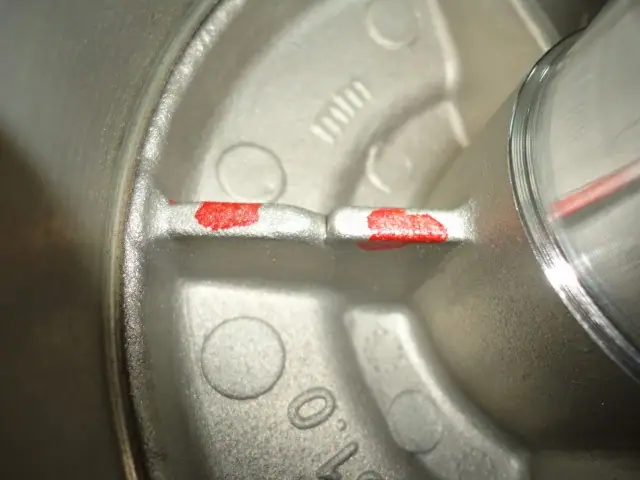
9. retra??o
Caraterísticas: A contra??o das pe?as fundidas em liga de alumínio ocorre geralmente perto do jito interior, da parte grossa da raiz do riser, da parede da jante, da parte de transferência grossa e fina dos raios e da parte de parede fina com um plano grande. A fratura é cinzenta quando o lingote n?o é tratado, e a fratura é cinzenta e amarela clara ou cinzenta-preta após o tratamento térmico, e quando a proje??o de raios X é realizada, é turva na película de raios X, e as mais graves têm a forma de malha de seda.maquinagemAs pe?as apresentam pequenos orifícios dispersos após a maquinagem. A contra??o em pe?as fundidas pode ser detectada por raios X, fratura e outros métodos de inspe??o.
Causas de forma??o:
a. Fraca contra??o do riser; b. Demasiado gás na carga; c. Temperatura demasiado elevada perto do jito interior; d. Demasiada humidade no molde de areia e o núcleo de areia n?o está seco;
e. Pulveriza??o incorrecta dos revestimentos dos moldes; f. Tempo de enchimento incorreto das pe?as fundidas no processo de fundi??o; h. Temperatura demasiado elevada do líquido de alumínio e velocidade de vazamento demasiado rápida.
Medidas preventivas:
1 、 Suplemento de líquido de alumínio da parte do riser, melhore o design do port?o; 2 、 Escória de líquido de alumínio, o tratamento de desgaseifica??o deve ser suficiente e completo; 3 、 Sistema de resfriamento do conjunto de pe?as de encolhimento ou bloco de anel de resfriamento (como bloco de cobre embutido no molde, etc.) e outras formas de reduzir a temperatura do molde próximo ao jito interno; 4 、 Controlar a umidade da areia, para garantir que o núcleo de areia cozinhe e seque; 5 、 Selecione os revestimentos certos, formule a irracionalidade de mistura de tinta apropriada e altere a pulveriza??o do revestimento Escolha o revestimento certo, fa?a a mistura de revestimento apropriada irracional, altere o método de pulveriza??o do revestimento (quanto mais próximo o port?o, mais fino o revestimento) e forne?a treinamento profissional ao pessoal relevante; 6, altere a fundi??o na fundi??o do tempo de enchimento e ajuste os parametros do processo; 7, monitoramento em tempo real da temperatura do alumínio líquido e controle a velocidade de vazamento (aumente a tela ou altere a forma da tela e outras formas).
10. Modela??o incorrecta:
Caraterísticas: Uma parte da pe?a fundida está desalinhada com a outra parte na superfície de separa??o e ocorre um desvio relativo.

Causas de forma??o:
a. Desloca??o dos insertos do molde (por exemplo, os quatro cursores n?o est?o moldados no lugar);
b. Desgaste das pe?as de orienta??o do molde (desgaste dos pinos e mangas de fixa??o do molde);
c. Fraca precis?o no fabrico e montagem dos moldes.
Medidas preventivas: 1, ajustar o bloco, para ser apertado; 2, substitui??o de pe?as de guia; 3, corre??o do molde para eliminar erros.
Selecionar o prestador de servi?os de fundi??o injectada por gravidade adequado
A fundi??o por gravidade é um processo de fundi??o de metal simples e eficiente, mas que requer algum conhecimento e experiência. é possível obter maior precis?o e qualidade através da especializa??o em técnicas de fundi??o por gravidade. Por conseguinte, é mais sensato escolher um prestador de servi?os profissional como a Ningbo Hersin para externalizar as suas necessidades de fundi??o.
Na Ningbo Hexin, a nossa equipa de engenheiros tem muitos anos de experiência em fundi??o por gravidade e é capaz de o aconselhar sobre o processo de fundi??o mais adequado para o seu projeto. Como empresa certificada pela ISO 9001:2015, estamos equipados com equipamento de fundi??o de última gera??o para garantir a produ??o de pe?as de alta qualidade. Ao carregar os seus ficheiros de design através da nossa plataforma online, receberá um or?amento preciso e uma análise técnica no prazo de 12 horas, ajudando-o a concluir o seu projeto de forma mais eficiente.
Perguntas e respostas frequentes
Causas dos defeitos de porosidade?
O resultado é uma má ventila??o, uma má refina??o do líquido de alumínio ou velocidades de vazamento demasiado rápidas.
As pe?as fundidas em liga de alumínio parecem ser a causa do padr?o?
Os padr?es s?o geralmente causados por velocidades de enchimento demasiado rápidas ou por uma pulveriza??o irregular da tinta.
Raz?es para a ocorrência de fissuras nas pe?as fundidas em liga de alumínio?
As fissuras s?o normalmente causadas por uma conce??o irracional da estrutura de fundi??o, por uma temperatura inadequada do molde ou por um excesso de elementos nocivos no líquido de alumínio.
Como evitar a subfus?o na fundi??o de alumínio por gravidade?
Melhoria da fluidez da solu??o de alumínio (aumento da temperatura da água de alumínio, adi??o de elementos específicos), aumento da sec??o transversal da porta interior e melhoria das condi??es de ventila??o do molde (aumento dos tamp?es de ventila??o)






















