
Processo e princípio da fundi??o por press?o diferencial
發(fā)布時(shí)間:2024-11-27 分類:informa??o pública 瀏覽量:2394
O que é a fundi??o por press?o diferencial?
fundi??o diferencial(também conhecida como fundi??o de contrapress?o), é o metal líquido na press?o diferencial, enchendo a uma certa press?o antes da fundi??o, cristaliza??o, solidifica??o e obten??o de pe?as fundidas de um método de processo. Trata-se defundi??o a baixa press?oCombina??o de dois processos, cristaliza??o e solidifica??o sob press?o.
O processo pode basear-se na forma da pe?a fundida, nos requisitos do processo e nas caraterísticas da pe?a fundida, ajustar a press?o na cavidade, de modo a que o metal líquido seja controlado para fluir para a pe?a fundida, e sob a condi??o de n?o alterar o estado da for?a de fundi??o, de modo a que a pe?a fundida seja solidificada a uma press?o mais elevada, a fundi??o é difícil de utilizar outros métodos de conforma??o para produzir pe?as fundidas de alumínio complexas, de paredes finas e inteiras, para resolver a tecnologia de fundi??o, uma chave importante!.
Princípio de funcionamento da fundi??o por press?o diferencial.
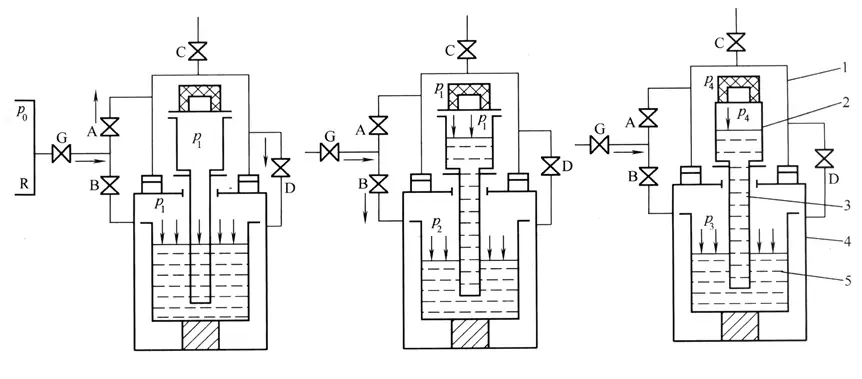
A. Insufláveis
B. Pressuriza??o
C. Redu??o do stress
O molde é colocado no cilindro de press?o superior, o forno de cadinho é colocado no cilindro de press?o inferior, os cilindros de press?o superior e inferior s?o separados por um espa?ador e o tubo de eleva??o de líquido liga o molde ao forno de reten??o.
Os métodos de enchimento de líquidos metálicos s?o:
1) Método de pressuriza??o:
2) Lei de Redu??o do Stress:
Caraterísticas do processo de fundi??o por press?o diferencial:
Uma vez que o líquido metálico da fundi??o por press?o diferencial se encontra sob um determinado enchimento de press?o, há uma série de factores que conduzem à obten??o de pe?as fundidas de alta qualidade.
(1) A velocidade de carregamento pode ser controlada; diferentes diferen?as de press?o ⊿P-velocidade de carregamento podem ser obtidas para obter a velocidade de carregamento ideal;
(2) é possível obter a melhor qualidade do líquido de enchimento do molde e evitar inclus?es estranhas no molde.
(3) Devido à cristaliza??o e solidifica??o sob alta press?o, as condi??es de fundi??o s?o melhoradas, melhorando assim consideravelmente a densidade da pe?a fundida; a pe?a fundida pode ter até 0,25 mm de espessura localmente e tem um contorno claro.
(4) no período de preserva??o da press?o, a pe?a fundida ainda se encontra num estado de alta press?o, sob a a??o da press?o externa, produzirá uma pequena quantidade de deforma??o plástica, reduzindo assim a "micro-encolhimento", melhorando as propriedades mecanicas da pe?a fundida; em compara??o com a pe?a fundida a baixa press?o, a resistência à tra??o da pe?a fundida por press?o diferencial pode ser aumentada em 10-50 por cento, o alongamento pode ser aumentado em 25-50 por cento.
(5) A cristaliza??o e a solidifica??o sob alta press?o podem aumentar a solubilidade do gás no líquido metálico, o que pode reduzir significativamente a fundi??o de defeitos de "porosidade" e "pinhole".
(6) Melhoria da qualidade da superfície de fundi??o ---- Devido à capacidade de ajuste da press?o diferencial ⊿P, portanto, é possível reduzir a "segrega??o a frio" e a "aderência mecanica da areia" através da press?o diferencial ⊿P;
(7) é possível o vazamento em atmosfera controlada;
(8) Facilita a mecaniza??o e a automatiza??o, aumenta a produtividade do trabalho, reduz os esfor?os de limpeza e melhora as condi??es de trabalho.
Compara??o das propriedades mecanicas das ligas de alumínio entre a fundi??o sob press?o diferencial e a fundi??o a baixa press?o
| Método de fundi??o | propriedade mecanica | ZL101 | ZL102 | ||
| Espessura da parede 5mm | Espessura da parede 20mm | Espessura da parede 5mm | Espessura da parede 20mm | ||
| fundi??o diferencial | Resistência à tra??o σb/Mpa | 171 | 190 | 190 | 184 |
| Alongamento na rutura δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| fundi??o a baixa press?o | Resistência à tra??o σb /Mpa | 171 | 132 | 168 | 143 |
| Alongamento na rutura δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
Conce??o estrutural de equipamentos de fundi??o sob press?o diferencial
O equipamento de fundi??o por press?o diferencial tem três componentes principais: estrutura principal, controlo da press?o, fornecimento de ar

Perfil do equipamento de fundi??o por press?o diferencial

Sec??o do equipamento principal
Sec??o de controlo da press?o
componente de fornecimento de ar
1) Conce??o do reservatório de press?o: sec??o da cabe?a
2) Mecanismo de bloqueio
3) Método de insufla??o: sistema de controlo pneumático e respectivos dispositivos auxiliares
Conce??o do processo de fundi??o por press?o diferencial
1) Sele??o da posi??o de fundi??o
Estabelecer a posi??o de vazamento, para fazer a fundi??o de longe da primeira solidifica??o do jito, a última solidifica??o do jito, para alcan?ar a solidifica??o da sequência de fundi??o, muitas vezes a fundi??o de pe?as de paredes finas longe do jito, de modo que o metal líquido é introduzido a partir da parede grossa, e a posi??o de fundi??o de fundi??o de baixa press?o é a mesma que a sele??o da escolha da localiza??o do vazamento.
2) Subsídio de maquinagem e subsídio de processo
Para pe?as fundidas com espessura de parede uniforme, de modo a obter uma solidifica??o sequencial na dire??o da comporta, é possível aumentar a margem de maquina??o e os planos n?o maquinados podem ser utilizados com uma margem de processo, de modo a que a espessura da parede da pe?a fundida aumente na dire??o do canal de entrada.
3) Sele??o do sistema de fundi??o
(1) Requisitos a cumprir por um sistema de fundi??o razoável
① Com a premissa de garantir o enchimento suave do líquido metálico, o enchimento deve ser rápido.
② Benéfico para o bloqueio e exaust?o de escórias.
(iii) Favorece a solidifica??o sequencial das pe?as vazadas.
(2) Forma do sistema de fundi??o
Geralmente, utiliza-se o sistema de vazamento por inje??o no fundo, as pe?as fundidas em liga de alumínio e magnésio utilizam frequentemente o sistema de vazamento aberto, para a altura das pe?as fundidas superior a 300 mm, pode escolher-se o sistema de vazamento do tipo fenda.
4) Risers e ferro frio
A fundi??o por press?o diferencial refor?a efetivamente o encolhimento complementar do riser, pelo que, para juntas quentes espessas individuais, geralmente só é necessário utilizar o riser escuro. O ferro frio é frequentemente utilizado em conjunto com os tubos ascendentes e o jito para acelerar a taxa de arrefecimento da fundi??o nas juntas quentes locais, de modo a que as juntas quentes e a solidifica??o da parede de liga??o adjacente ao mesmo tempo, a fim de atingir o objetivo de toda a solidifica??o sequencial da fundi??o.
Processo de vazamento de fundi??o por press?o diferencial
(1) Caraterísticas do processo de vazamento da fundi??o por press?o diferencial
A pressuriza??o diferencial da fundi??o divide-se em 6 fases
0 a t1: fase de infla??o
t1 a t2: Fase de equilíbrio da press?o
t2 a t3: Fase de levantamento do líquido
t3 a t4: fase de enchimento
t4 a t5: Nível de press?o de manuten??o
t5 a t6: Fase de interconex?o
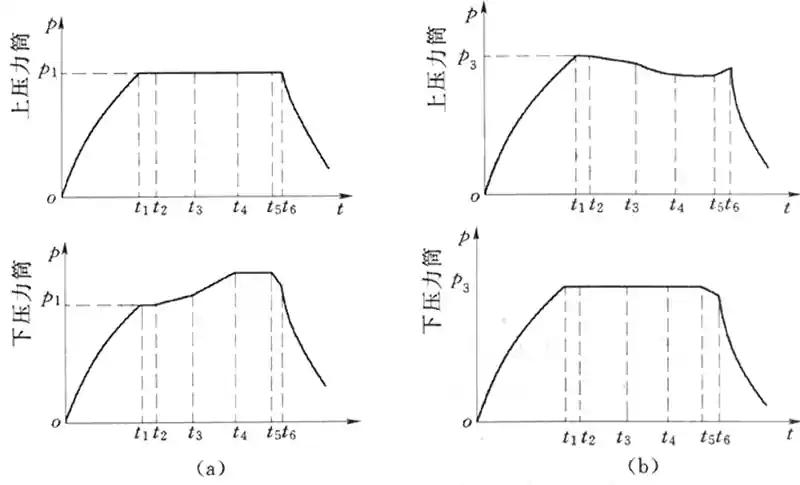
pressuriza??o
programa de descompress?o
Compara??o dos métodos de aumento e de redu??o da press?o
Método de impuls?o: A partir da curva caraterística, pode ver-se que a curva de impuls?o a'b' tem uma segmenta??o deficiente e a velocidade de enchimento do metal líquido irá flutuar.
Método de descompress?o: A sec??o ab representa uma pequena propor??o de toda a curva e está muito próxima de uma linha reta, pelo que o líquido metálico sobe suavemente no método de descompress?o.
Sele??o dos parametros do processo
(1) Diferen?a de press?o de carga Δp
Pode ser calculado como p=HρK/10200
(2) Press?o de cristaliza??o
Quanto maior for a press?o de cristaliza??o, mais densa será a pe?a fundida e melhores ser?o as propriedades mecanicas da pe?a fundida. Press?o de cristaliza??o e estrutura de fundi??o, caraterísticas de cristaliza??o da liga e outros factores.
(3) Velocidade de eleva??o
Para manter o líquido metálico a subir suave e lentamente. Para evitar salpicos, o líquido deve ser levantado lentamente.
(4) Velocidade de carregamento
A velocidade de enchimento deve ser mais rápida do que a velocidade de subida do líquido, mas n?o deve ser demasiado rápida, para evitar a forma??o de inclus?es secundárias. A velocidade de enchimento e a complexidade da pe?a fundida, a espessura da parede, o tamanho e o tipo de liga est?o relacionados com o tipo de pe?a fundida utilizada.
(5) Tempo de espera
O tempo de reten??o deve ser aproximadamente o mesmo que o tempo de solidifica??o da pe?a fundida. Tempo de espera e tamanho da pe?a fundida, espessura da parede, tipo de liga e press?o de cristaliza??o. Quanto maior for a espessura da parede da pe?a fundida, maior será a gama de temperaturas de cristaliza??o da liga e maior será o tempo de espera.
(6) Temperatura de vazamento
Press?o diferencial temperatura de vazamento da fundi??o do que a temperatura geralfundi??o gravitacionalPoderia ser mais baixo.alumínioA temperatura de vazamento pode ser t?o baixa quanto 306 ~ 0 ℃.
Aplica??es de fundi??o sob press?o diferencial
A fundi??o injectada diferencial é adequada, para além da areia disponível, pode também ser utilizada para o tipo de metal. A produ??o de uma única pe?a e de pequenos lotes pode ser efectuada em areia, a produ??o de grandes quantidades pode ser efectuada em metal. O peso das pe?as fundidas pode ser de menos de 1 kg a mais de 100 kg.
Atualmente, o maior diametro de fundi??o da China é de 540 mm, a altura é de 890 mm, a espessura da parede é de 8 a 10 mm e as fundi??es de cabinas inteiras de paredes finas s?o muito complexas. As ligas disponíveis para fundi??o incluem liga de alumínio, liga de zinco, liga de magnésio, liga de cobre e a?o fundido. As pe?as fundidas produzidas incluem carca?as de motores, válvulas, impulsores, cilindros, cubos de rodas, rodas de guia de tanques, cascos de navios, etc.
?????? As pe?as fundidas que s?o limitadas pela área de proje??o ou pela espessura da parede numa máquina de fundi??o sob press?o podem ser produzidas por fundi??o sob press?o diferencial..






















