Extrus?o de ligas de alumínio: princípios, otimiza??o de processos e perspectivas de aplica??es futuras
發布時間:2024-12-04 分類:informa??o pública 瀏覽量:2028
Classifica??o das ligas de alumínio
Classifica??o do alumínio cozinhado
(a) Classifica??o por elementos de liga
1. x x x x x indica pe?as e painéis de alumínio puro de 99,0% ou superior 85/KG.
2. x x x indica liga de alumínio-cobre
3. x x x indica ligas de alumínio-manganês
4. x x x indica ligas de alumínio-silício
5. x x x indica liga de alumínio-magnésio (importada da Suí?a)
6. x x x indica liga de alumínio-magnésio-silício T5 6063 6061
7. x x x indica ligas de alumínio-zinco-magnésio
8. x x x indica ligas de sistemas diferentes dos acima mencionados
9. x x x indica um número de classifica??o alternativo.
(b) Classifica??o por mecanismo de refor?o
1. endurecimento por deforma??oalumínio: 1 x x x, 3 x x x, 4 x x x, 5 x x x
2. ligas de alumínio refor?ado tratáveis termicamente: 2××××, 6××××, 7×××
Classifica??o das ligas de alumínio fundido
| Al (teor mínimo de Al igual ou superior a 99,0%) | 1 ××-× |
| Ligas Al-Cu | 2 ××-× |
| Ligas de Al-Si com Cu e Mg ou Mg | 3 ××-× |
| Ligas Al-Si | 3 ××-× |
| Ligas Al-Mg | 4 ××-× |
| Sistemas n?o utilizados | 5 ××-× |
| Ligas de Al-Zn | 7 ××-× |
| Liga Al-Su | 8 ××-× |
Introdu??o à extrus?o de alumínio (alumínio estirado):
A. Princípios de processamento:
Lingotes de alumínio amolecidos a altas temperaturas emextrus?o de alumínioSob a forte extrus?o da máquina, flui através do molde de extrus?o de alumínio e forma os produtos de perfil de alumínio com a forma pretendida.
B. Utiliza??es e exemplos de extrus?o de alumínio:
Materiais de constru??o, indústria aeroespacial, indústria de subsistência das pessoas, eletrónica de precis?o, pe?as ópticas, automóveis, indústria da informa??o, etc.
Exemplos: Portas e janelas de alumínio, materiais de constru??o para fachadas
Instala??o de dispositivos anti-queda em postes e estruturas
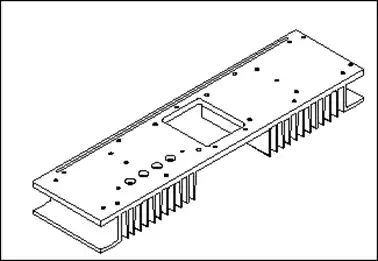
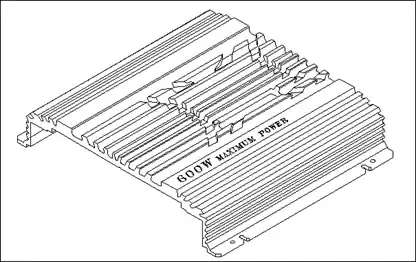
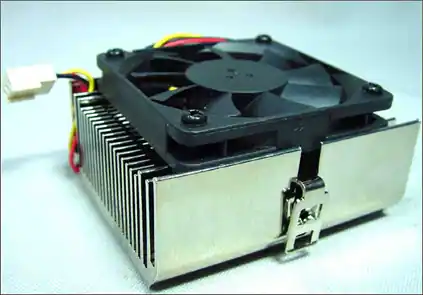
Dissipadores de calor e pe?as exteriores para componentes electrónicos
Escada de alumínio
Bancos e balaustradas de parques e jardins
Painéis e painéis publicitários
Caso I.
Dissipadores de calor para automóveis, componentes electrónicos, CPUs de computadores, etc.

Caso II.
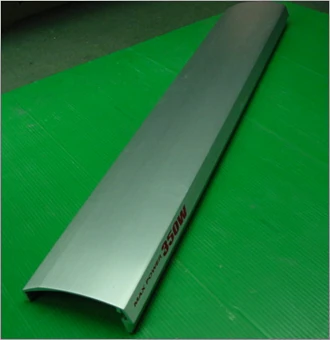
Tubos de altifalantes de áudio, invólucro de amplificador de DVD e outros produtos de aparência, agora gradualmente aplicados a MP4, MP3, invólucro de telemóvel e outros pequenos produtos electrónicos.
Materiais comuns extrudidos de alumínio
Extrus?o de alumínio 6063: (uma das ligas de trabalho AL-Mg-Si)
Composi??o química (%)
| Silício (Si) | Ferro (Fe) | Cobre (Cu) | Manganês (Mn) | Magnésio (Mg) | Crómio (Cr) | Zinco (Zn) | Titanio (Ti) | Outros elementos | Alumínio (Al) | |
| diversos | Total | |||||||||
| 0.20.1ˉ | 0.35ˉ | 0.1ˉ | 0.1ˉ | 0.60.45 | -0.9ˉ | 0.1ˉ | 0.1ˉ | 0.05ˉ | 0.15ˉ | balan?os |
Tratamento térmico T5.
Refere-se ao material extrudido do processo de extrus?o a alta temperatura após arrefecimento, através do processo de trabalho a frio e por tratamento artificial de endurecimento por envelhecimento.
Tratamento de fus?o 520°C com envelhecimento a 205°C durante cerca de 2 horas
Propriedades mecanicas do tipo extrudido 6063-T5.
| Resistência à tra??o Kg/mm2 | Resistência ao escoamento Kg/mm2 | Alongamento % |
| 15 ou mais | 11+ | 8 ou mais |
As normas acima referidas baseiam-se nas normas nacionais chinesas CN82068 e 2257.
Processo de fabrico de perfis de extrus?o de alumínio:
Dosagem→Fundi??o e vazamento→Análise da composi??o→Moldagem por extrus?o→Inspe??o do processo→Encaminhamento→Serragem→Inspe??o do processo→Tratamento do envelhecimento→Inspe??o do produto acabado→Embalagem e armazenamento→Embarque
Introdu??o ao molde de extrus?o de alumínio
Os moldes de extrus?o dividem-se em moldes planos, moldes ponte e moldes ocos.
A?o utilizado no molde
1.SKD-61 Jap?o alta frequência 2.Hitachi DAC
3. Suécia ASSB 4. Suécia QRO-90
Conce??o da entrada de alimenta??o.
A abertura de alimenta??o da matriz é determinada pelo tamanho do cilindro do lingote, por exemplo.
Máquina 1500T, com fuso de Φ6" - Φ140mm
Máquina 2350T, com fuso de Φ8"-Φ190mm, Φ9"-Φ210mm.
A fim de evitar que a superfície do lingote penetre na entrada, esta deve, normalmente, ser pelo menos 1,5 mm mais espessa do que o recipiente do lingote em cada lado.
10~15mm mais pequeno.
Tamanho do encolhimento.
Aumentar o tamanho do molde em 1% de acordo com o tamanho atual da extrusora.
Resumo do projeto
A. Rácio de participa??o.
área da sec??o do perfil do molde oco: área da sec??o do cilindro do lingote = (40-60):1
Os moldes sólidos situam-se na gama de 80-100 com boa extrus?o.
B. Rela??o entre a espessura da polpa do perfil e a liga
| Tipo de liga | Diametro do círculo de recrutamento exterior extrudido | Espessura mínima da carne necessária para a extrus?o |
| 6063 | 0~75mm | 0,85 mm |
| 75~100mm | 1,15 mm | |
| 100~150mm | 1,60 mm | |
| 150~200mm | 2,00mm | |
| 200~250mm | 2,50 mm | |
| 6061 | 0~75mm | 1,30 mm |
| 75~100mm | 1,60 mm | |
| 100~150mm | 2,00mm | |
| 150~200mm | 3,00mm | |
| 200~250mm | 4,80 mm |

Matérias-primas (lingotes) e aquecimento de lingotes
(Temperatura do material 480+/-20 graus)

Moldes de extrus?o e aquecimento de moldes
(Temperatura do molde 470+/-10 graus, tempo de espera 2-4 horas)

alimenta??o

aperta
(A máquina deve ser aquecida a 380+/-10 graus)

expostos a ventos fortes
(Temperatura controlada abaixo dos 300 graus)

cortar

após o corte
Introdu??o ao molde de extrus?o de alumínio
Os moldes de extrus?o dividem-se em moldes planos, moldes ponte e moldes ocos.
A?o utilizado no molde
1.SKD-61 Jap?o alta frequência 2.Hitachi DAC
3. Suécia ASSB 4. Suécia QRO-90
Conce??o da entrada de alimenta??o.
A abertura de alimenta??o da matriz é determinada pelo tamanho do cilindro do lingote, por exemplo.
Máquina 1500T, com fuso de Φ6" - Φ140mm
Máquina 2350T, com fuso de Φ8"-Φ190mm, Φ9"-Φ210mm.
A fim de evitar que a superfície do lingote penetre na entrada, esta deve, normalmente, ser pelo menos 1,5 mm mais espessa do que o recipiente do lingote em cada lado.
10~15mm mais pequeno.
Tamanho do encolhimento.
Aumentar o tamanho do molde em 1% de acordo com o tamanho atual da extrusora.
Resumo do projeto:
a. Rácio de aposta.
área da sec??o do perfil do molde oco: área da sec??o do cilindro do lingote = (40-60):1
Os moldes sólidos situam-se na gama de 80-100 com boa extrus?o.
b. Rela??o entre a espessura do perfil e a liga.
| Tipo de liga | Diametro do círculo de recrutamento exterior extrudido | Espessura mínima da carne necessária para a extrus?o |
| 6063 | 0~75mm | 0,85 mm |
| 75~100mm | 1,15 mm | |
| 100~150mm | 1,60 mm | |
| 150~200mm | 2,00mm | |
| 200~250mm | 2,50 mm | |
| 6061 | 0~75mm | 1,30 mm |
| 75~100mm | 1,60 mm | |
| 100~150mm | 2,00mm | |
| 150~200mm | 3,00mm | |
| 200~250mm | 4,80 mm |

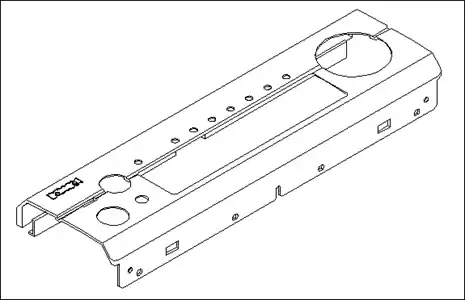
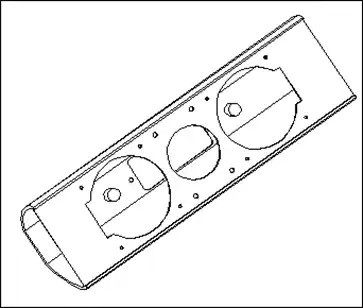
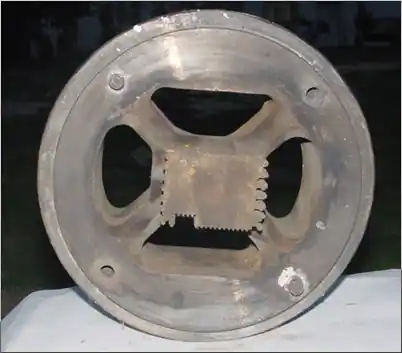
Esta imagem mostra uma imagem de um molde para uma extrus?o oca de alumínio.
A parte superior esquerda é o molde completo, o meio é a parte superior do molde, a direita é a parte inferior do molde
Dureza dos perfis de alumínio
Os perfis de alumínio comumente usados s?o 6063-T5, a dureza é ajustada e controlada pelo tratamento de envelhecimento subsequente (ou seja, tratamento térmico: pré-aquecimento por 3 horas, temperatura de até 195 ± 10 ℃, isolamento por 3 horas e depois fora do ar resfriado). De acordo com o processamento subsequente do produto, os requisitos de dureza s?o mostrados na tabela abaixo:
| Tipo | dureza |
| Extrus?o geral | WB11-13 |
| Perfis extrudidos que requerem ranhuras e fresagem | WB11-13 |
| Forma extrudida em que o diametro do furo está próximo do bordo e o furo perfurado é propenso a amolgadelas e deforma??es. | WB5-8 |
| Extrudido com furos escareados, furos de extra??o | WB8-10 |
| Chapas de alumínio para serem dobradas, extrudidas | WB5-8 |
| Chapa de alumínio 1050/1100 | WB5-8 |
| Extrus?o de alumínio 6063-T5 | WB11-13 |
| Extrus?o de alumínio 6061-T6 | WB13-15 |
Normas de inspe??o de material extrudido de alumínio
As normas de inspe??o do material de extrus?o de alumínio s?o apresentadas no quadro abaixo. O perfil de extrus?o de alumínio para pe?as de telemóveis pertence à categoria de tubos e canos, e as dimens?es internas e a curvatura s?o verificadas com o gabarito de cavidade interna especialmente fabricado, enquanto a aparência é determinada por teste de moagem e oxida??o.
Capacidades de tolerancia de processo dos fabricantes de extrus?o
| Dongfeng | Ponte de Ouro |
| Tolerancia de espessura: 1,5-5 ±0,1 5-10 ±0,15 10+ ±0,2 Tolerancia das dimens?es exteriores: Inferior a 30 ±0,15 30-60 ±0,2 60-120 ±0,3 Superior a 120 ±0,4 Nivelamento: inferior a 50 0,1 50-100 0,2 100-200 0,3 ?ngulo: ±0,5° Tolerancia do diametro do furo extrudido: ±0,08 Furo de extrus?o min: ?1,3 Pode abrir a gama máxima do tipo de extrusora: A menos de 200 mm do círculo exterior | Tolerancia mínima de espessura: ±0,1 Tolerancia de forma e posi??o min: ±0,1 Dimens?es totais: 0-6 ±0,15 6-30 ±0,2 30-120 ±0,3 120-315 ±0,4 Acima de 315 ±0,5 Nivelamento: Inferior a 50 0,1 50-200 0,2 Superior a 200 0,25-0,3 ?ngulo: ±0,5° Tolerancia do diametro do furo extrudido: ±0,08 Furo de extrus?o min: ?1,6 Pode abrir a gama máxima do tipo de extrusora: Até 310 mm na diagonal |
Considera??es sobre a conce??o da extrus?o de alumínio
Os moldes de extrus?o dividem-se em moldes planos, moldes ponte e moldes ocos.
. A tolerancia deve ser definida tendo em conta a capacidade de produ??o do fabricante, uma vez que a extrus?o de alumínio é moldada sob press?o a quente, a tolerancia do produto é relativamente grande em compara??o com as pe?as de borracha e ferragens, ver o quadro acima.
. A espessura do material n?o deve ser demasiado fina, em princípio, mais de 0,8 mm, menos deforma??o, melhores condi??es de extrus?o e produ??o em massa.
. A diferen?a de espessura do material do tubo oco n?o deve ser muito grande, geralmente n?o mais de 4 vezes, caso contrário, o molde é mais difícil de aparar e extrudir.
. Antes da abertura formal do molde, deve fornecer um efeito detalhado do processo de superfície, porque o processo de tratamento de superfície afecta a determina??o da linha de fixa??o do molde de pré-extrus?o, afecta o molde de extrus?o, o valor do tamanho do molde da matriz de perfura??o de hardware (a pulveriza??o de óleo fará com que a abertura do produto se torne menor, a forma se torne maior, a cavidade interna se torne mais estreita, enquanto a oxida??o é o oposto;jato de areia(Isto pode resultar em aberturas maiores, corpos mais finos ou deforma??o do produto; o processo de trefilagem deve ter em conta a tolerancia do material).
. O material extrudido n?o pode fazer cantos afiados absolutos, a conce??o dos cantos afiados dos perfis prismáticos de alumínio terá cerca de 0,3 angulo R, após o polimento subsequente, oxida??o, pulveriza??o de óleo e outros processos, o angulo R atingirá cerca de 0,4.
. A propor??o de partes ocas e sólidas da extrus?o de alumínio n?o deve ser demasiado grande nem demasiado deslocada, dependendo da estrutura efectiva.
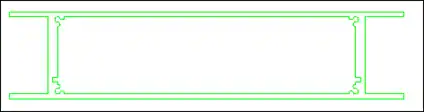
. Constru??o de molde oco comum:
O tubo oco mostrado à direita pode ser t?o fino quanto 0,7, dependendo da forma e do tamanho da estrutura.

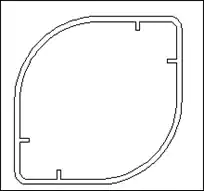
O tubo oco mostrado na imagem à esquerda, a largura das quatro barras é geralmente cerca de uma espessura de material, n?o muito larga, muito larga levará ao aparecimento da superfície das marcas c?ncavas e linhas de água, dependendo da estrutura da forma e dimens?es
O tubo oco mostrado à direita é a estrutura comum do tubo de buzina, e outros acessórios s?o fixados batendo no cilindro, mas o tamanho do cilindro é relativamente grande, e n?o é adequado para pe?as de telemóveis e MP3 e outros produtos pequenos.
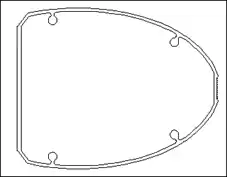
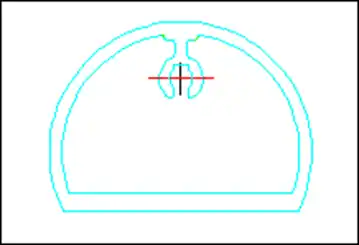
O tubo oco esquerdo, também pertence à estrutura comum do tubo de buzina, os orifícios moldados podem ser inseridos numa calha de guia, guiar outros acessórios
O tubo oco apresentado à direita é também uma estrutura comum para tubos alargados, e o orifício redondo pode ser roscado diretamente ou inserido num poste de a?o redondo rebitado para fixar ou guiar outros acessórios.
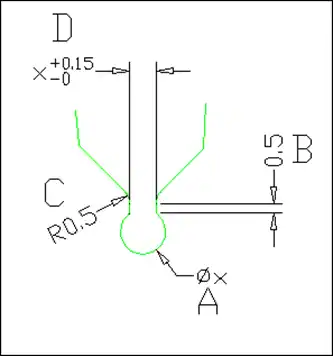
. Considera??es sobre o projeto de furos extrudidos
Veja-se, por exemplo, a marca??o dos orifícios extrudidos à direita
Um espetáculo: orifício de extrus?o (PIN de rebitagem ou parafusos) do diametro mínimo do valor de referência do diametro do orifício de 1,3 (diferentes fabricantes de diferentes valores mínimos de tonelagem da máquina n?o s?o os mesmos, dependendo da forma da estrutura), a banda de tolerancia do orifício deve ser de pelo menos 0,15;
B na exposi??o: deve deixar a espessura da parede, o valor da espessura da parede é geralmente cerca de 0,5, n?o muito pouco, a fim de evitar que os parafusos ou PIN batam para baixo após a expans?o, deixando para fora
C mostra: aqui adiciona-se um angulo R de cerca de R0,5, o que é bom para a vida útil da matriz de extrus?o e para o fluxo de material;
D: Este tamanho deve ser considerado a viabilidade de produ??o da extrusora, a tolerancia pode ser tomada como o limite superior, A para ?2.0, precisa de tomar 1.2-1.5mm, A para ?1.5, precisa de tomar 0.8-1.0mm.
Entrada de molde para moldes ocos
. Problemas de fecho de linhas em moldes ocos de alumínio extrudido:
Como se pode ver na imagem, o material do produto da estrutura de molde oco é extrudido a partir de quatro ou duas (consoante o tamanho do produto) portas de alimenta??o, os quatro fios de material no interior do molde acabar?o por se fundir, mas será produzida uma linha escura na fus?o dos quatro fios de material, a que se chama linha de fecho do molde. O material na linha do molde é fácil de produzir bolhas, linhas de água, impurezas e outros aspetos negativos.
Para o tratamento de superfície da moagem, tipo de oxida??o de aparência de produtos de tubo oco (tubo de chifre, concha de MP3, etc.), por causa de seus requisitos de aparência, na abertura da matriz de extrus?o deve ser comunicada para confirmar a localiza??o da linha de fixa??o e a aparência importante da superfície protetora e a aparência geral da superfície, de modo que as extrusoras possam abrir o molde para organizar a linha de fixa??o na n?o aparência da aparência da superfície e a aparência da superfície do secundário, bem como o processo de lixamento da Divis?o I usando técnicas de processamento especiais para minimizar e eliminar tra?os de linha de fixa??o. vestígios da linha de moldagem.
Processo de tratamento de superfície da extrus?o de alumínio
O pós-processamento de extrus?es de alumínio é totalmente compatível com o processamento de pe?as de chapa metálica de alumínio.
As pe?as embutidas extrudidas de alumínio utilizam geralmente o processo de desengorduramento e limpeza; o aspeto das pe?as do processo é escovado, jato de areia, oxida??o, alto brilho, serigrafia, laser, pulveriza??o de óleo, oxida??o secundária, etc.

Desenho + jato de areia + oxida??o + serigrafia