
Processo de fundi??o em areia
發布時間:2024-10-08 分類:informa??o pública 瀏覽量:3578
O que é a fundi??o em areia?
fundi??o em areia A fundi??o em areia é um método de fundi??o consagrado pelo tempo, com uma vasta gama de aplica??es em todo o mundo. Trata-se de um método de produ??o de pe?as fundidas utilizando areia ligada a argila (ou moldes de areia feitos de outros materiais, como gesso e resina de silicone) como material de moldagem. O princípio consiste em tirar partido da suavidade e facilidade de moldagem do molde de areia, deitar o metal fundido no molde de areia e, quando o metal solidificar, partir o molde de areia para obter a pe?a fundida desejada. Aplicada a uma variedade de metais, a fundi??o em areia de alumínio comum, a fundi??o em areia de ferro, a fundi??o em areia de cobre, dá agora lugar àalumíniofundi??oNingbo HexinO processo de fundi??o em areia é explicado em pormenor.

Fluxo de processo convencional para a produ??o de fundi??o em areia
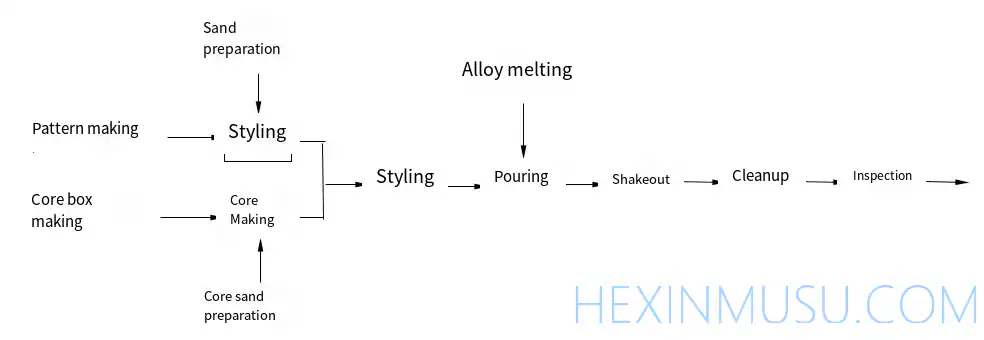
Processo de fundi??o em areia
(1) Prepara??o da areia de moldagem e da areia do núcleo
Os materiais de moldagem para a fundi??o em areia s?o principalmente a areia utilizada para fazer o molde de areia e a areia do núcleo utilizada para fazer o núcleo de areia. Normalmente, a areia é feita de areia crua (areia da montanha ou areia do rio), argila e água misturada numa determinada propor??o, da qual cerca de 9% de argila, cerca de 6% de água, o resto da areia crua. Por vezes, é também adicionada uma pequena quantidade de aditivos, como pó de carv?o, óleo vegetal, aparas de madeira, etc., para melhorar o desempenho da areia e da areia do núcleo. A estrutura da areia compactada é mostrada na figura.

Diagrama esquemático da estrutura da areia 1 - gr?os de areia 2 - vazios
3 - Fixa??o 4 - Membrana de argila
A areia do núcleo é geralmente preparada à m?o devido à sua baixa procura.
O ambiente em que o núcleo é duro, por isso os requisitos de desempenho da areia do núcleo do que a areia alta, enquanto o aglutinante de areia do núcleo (argila, óleo, etc.) do que a propor??o do aglutinante na areia é maior do que a da areia, por isso a sua permeabilidade n?o é t?o boa como a areia, o núcleo deve ser feito para fazer um canal respirável (buracos); a fim de melhorar o rendimento do núcleo a ser adicionado para adicionar aditivos, tais como aparas de madeira.
Algumas pequenas pe?as de fundi??o exigentes s?o frequentemente fabricadas com núcleos de areia de óleo (óleo de tungue + areia, cozido até obter uma cor castanha amarelada).
(2) Propriedades da areia do tipo
A qualidade da areia afecta diretamente a qualidade das pe?as fundidas, a má qualidade da areia fará com que os produtos de fundi??o em areia produzam porosidade, tracoma, areia pegajosa, areia e outros defeitos. Uma boa areia deve ter as seguintes propriedades
- ① Permeabilidade ao gás O desempenho da areia do molde para deixar o gás passar é chamado de permeabilidade ao gás. Metal de alta temperatura derramando na fundi??o, o tipo é preenchido com um grande número de gases, esses gases devem ser fundidos a partir da fundi??o da descarga suave, caso contrário, a fundi??o produzirá porosidade, subenchimento e outros defeitos. A permeabilidade ao ar da fundi??o é determinada pela dimens?o das partículas de areia, pelo teor de argila, pelo teor de humidade e pela compacidade da areia, entre outros factores. Quanto mais fina for a granulometria da areia, quanto maior for o teor de argila e de humidade, quanto maior for a compacidade da areia, pior será a permeabilidade ao ar.
- ② Resistência A capacidade da areia para resistir a danos externos é designada por resistência. A areia deve ter uma resistência suficientemente elevada para n?o causar colapso no processo de moldagem, manuseamento e fecho da caixa, e para n?o danificar a superfície da pe?a fundida durante o vazamento. A resistência da areia n?o deve ser demasiado elevada, caso contrário a pe?a fundida será defeituosa devido à diminui??o da permeabilidade ao ar e das concess?es.
- A refractariedade refere-se à capacidade da areia de resistir a altas temperaturas e ao calor. Se a refractariedade for fraca, a fundi??o é fácil de produzir areia pegajosa. Quanto maior for o teor de SiO2 na areia, quanto maiores forem as partículas de areia, melhor será a refractariedade.
- Refere-se à capacidade da areia de se deformar sob a a??o de uma for?a externa e de manter intacta a forma existente após a remo??o da for?a externa. Boa plasticidade, fácil opera??o de moldagem, forma exacta e contorno claro do molde de areia.
- ⑤ Concess?o A capacidade da areia do molde para ser comprimida quando a fundi??o é condensada. Se a concessionalidade n?o for boa, a pe?a fundida é propensa a tens?es internas ou fissuras. Quanto mais apertada for a areia, pior é a concessionalidade. A adi??o de aparas de madeira ou outros materiais à areia de moldagem pode melhorar a concessionalidade.
Numa única pe?a de produ??o de pequenos lotes de fornecedores de produtos de fundi??o em areia na oficina, utiliza-se habitualmente o método de pin?a manual para avaliar aproximadamente algumas das propriedades da areia, tais como agarrar uma m?o cheia de areia, sentir a pin?a macia e fácil de deformar; largar a areia depois de a massa n?o estar solta, n?o se colar à m?o e limpar as impress?es das m?os; parti-la, a sec??o do plano e uniforme e sem fenómeno de fissura??o e, ao mesmo tempo, sentir um certo grau de resistência, acredita-se que a areia tem os requisitos de desempenho adequados, a areia. Como mostra a figura.
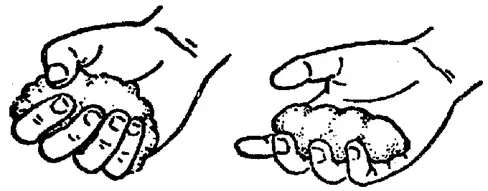
Quando a humidade da areia é adequada, pode ser vista quando a m?o é libertada.
Pode ser amassado à m?o até formar uma bola de areia Linhas de m?o claras

Fratura com uma fenda quebrada com uma forma fragmentada
Ao mesmo tempo, há for?a suficiente
(3) Composi??o dos moldes
Os moldes para produtos de fundi??o em areia s?o feitos de material de moldagem de acordo com a forma da pe?a, e os moldes podem ser de areia ou de metal. Um molde de areia é feito de material de moldagem feito de areia (areia de núcleo). é utilizado para verter o líquido metálico para obter pe?as fundidas com a forma, dimens?o e qualidade pretendidas.
Um molde é geralmente composto por um molde superior, um molde inferior, um núcleo, uma cavidade e um sistema de vazamento, como mostra a figura à direita.
As superfícies de jun??o entre os componentes do molde s?o designadas por superfícies de separa??o. A parte da cavidade envolvida pelo material de moldagem na pe?a fundida, ou seja, a cavidade que forma o corpo da pe?a fundida, é designada por cavidade. O metal líquido entra e preenche a cavidade através do sistema de vazamento, e o gás produzido é descarregado do molde de areia através da saída de ar, etc.
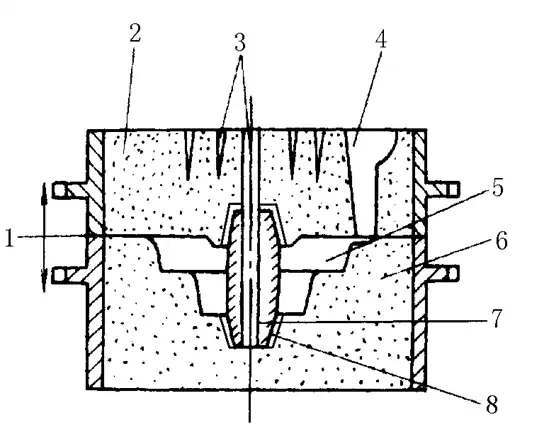
1-Superfície de divis?o 2-Molde superior 3-Saída de ar 4-Sistema de vazamento 5-Cavidade 6-Molde inferior
Suporte de cabe?a 7-Core 8-Core
(4)Sistemas de comportas
- Sistema de vazamento O sistema de vazamento é uma série de canais no molde para que o metal líquido flua para a cavidade. A sua fun??o é:
① Injetar o fluido metálico de forma suave e rápida;
②Bloquear a entrada de escória, areia, etc. na cavidade;
③ Regular a temperatura de cada parte da fundi??o para complementar a contra??o do volume do metal líquido durante o arrefecimento e a solidifica??o.
A defini??o correta do sistema de vazamento é de grande importancia para garantir a qualidade das pe?as fundidas e reduzir o consumo de metal. Se o sistema de vazamento n?o for razoável, as pe?as fundidas s?o propensas a defeitos como sopro de areia, buracos de areia, buracos de escória, falha no vazamento, porosidade e buracos de retra??o. O sistema de vazamento típico é composto por quatro partes: porta exterior, jito reto, jito cruzado e jito interior, como mostra a figura abaixo.
Para pequenas pe?as fundidas com formas simples, o canal transversal pode ser omitido.
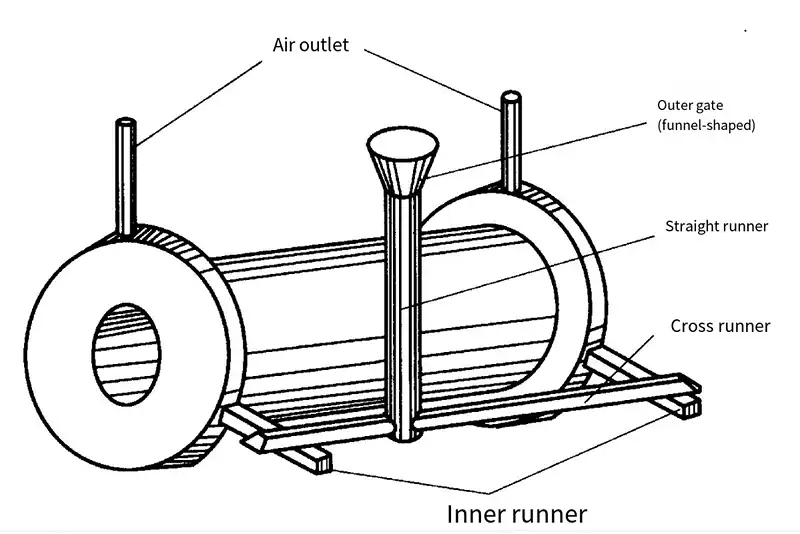
Sistemas de fundi??o típicos
- ① Porta exterior A sua fun??o é conter o metal líquido injetado e facilitar o impacto do metal líquido no molde de areia. As pe?as fundidas pequenas têm normalmente a forma de um funil (chamado copo de jito), enquanto as pe?as fundidas maiores têm a forma de uma bacia (chamada panela de jito).
- ② Canal reto é um canal vertical que conecta o port?o externo com o canal horizontal. Alterar a altura do canal reto pode alterar a press?o estática do metal líquido e a taxa de fluxo do metal líquido, alterando assim a capacidade de enchimento do metal líquido. Se a altura ou o diametro do canal reto for demasiado grande, a pe?a fundida será mal vazada. Para facilitar a retirada da vareta, o corredor reto é geralmente feito em forma cónica com um topo grande e um fundo pequeno.
- ③ Canal cruzado é um canal horizontal para introduzir o líquido metálico do canal reto no canal interno, geralmente aberto na superfície de separa??o do molde de areia, e sua forma de se??o transversal é geralmente trapezoidal alta e localizada na parte superior do canal interno. A principal fun??o do canal transversal é distribuir o metal líquido no canal interior e bloquear a escória.
- Está diretamente ligado à cavidade e pode regular a dire??o e a velocidade do fluxo de metal líquido para a cavidade e a velocidade de arrefecimento de cada parte da pe?a fundida. A forma da sec??o transversal do jito interior é geralmente trapezoidal plana e em forma de crescente, podendo também ser triangular.
- Risers Os defeitos comuns, como a contra??o e o afrouxamento, s?o causados pela contra??o do volume da pe?a fundida quando esta arrefece e solidifica. Para evitar a contra??o e o afrouxamento, é frequente a fundi??o da parte superior ou grossa do riser. Os risers s?o as cavidades e o metal injetado nas cavidades da pe?a fundida. O metal líquido no riser pode repor constantemente a contra??o da pe?a fundida, de modo a que a pe?a fundida possa evitar furos de contra??o e afrouxamento por contra??o. Os risers s?o redundantes e devem ser removidos durante a limpeza. Os risers, para além de complementarem o papel de retra??o, desempenham também o papel de exaust?o e recolha de escórias.
(5) Fabrico de moldes e caixas de núcleo
O molde é o equipamento necessário para o processo de produ??o de pe?as fundidas. No caso de pe?as fundidas com uma cavidade interna, a cavidade interna é formada pelo núcleo de areia e, por conseguinte, também é necessário preparar a caixa do núcleo para o núcleo de areia. Os materiais normalmente utilizados no fabrico de moldes e caixas de machos s?o a madeira, o metal e o plástico. Numa única pe?a, a produ??o de pequenos lotes é amplamente utilizada em moldes de madeira e caixas de núcleo, na produ??o em massa de moldes de metal ou plástico, caixa de núcleo. A vida útil do molde de metal e da caixa de núcleo é de 100.000 a 300.000 vezes, a vida útil do plástico é de várias dezenas de milhares de vezes, enquanto a de madeira é apenas cerca de 1.000 vezes. Para garantir a qualidade das pe?as fundidas, na conce??o e fabrico de moldes e caixas de machos, é necessário conceber um mapa do processo de fundi??o e, em seguida, de acordo com a forma e o tamanho do mapa do processo, fabricar moldes e caixas de machos. Ver o diagrama abaixo.
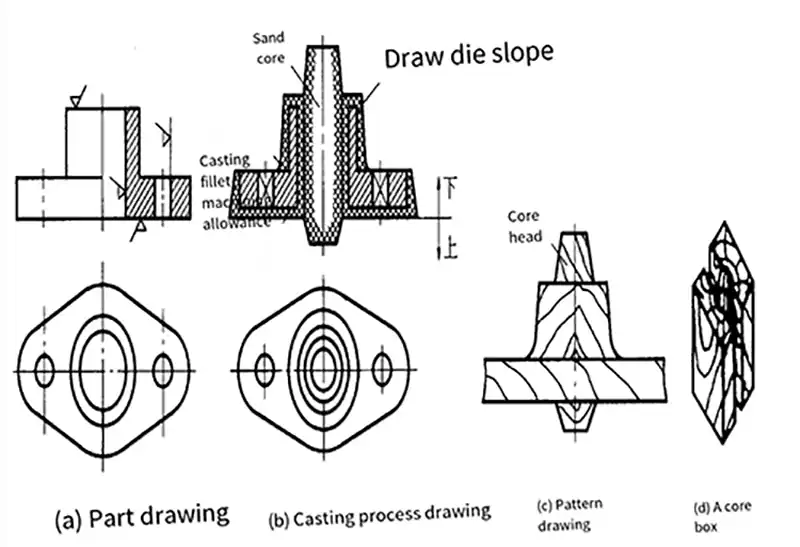
Ao conceber um mapa de processos, considere alguns dos seguintes aspectos:
- ① Sele??o da superfície de parti??o A superfície de parti??o é a interface entre a areia superior e inferior, e a sele??o da superfície de parti??o deve permitir que o molde seja retirado da areia, e tornar a modela??o conveniente e propícia para garantir a qualidade das pe?as fundidas.
- De modo a retirar facilmente o molde do molde de areia, todas as superfícies perpendiculares à superfície de corte s?o feitas com uma inclina??o de 0,5o~4o para puxar o molde.
- ③ Subsídio de maquinagem A superfície da pe?a fundida a ser processada deve ser deixada com um subsídio de maquinagem adequado.
- Encolhimento A pe?a fundida deve encolher durante o arrefecimento, e o tamanho do molde deve ter em conta a influência do encolhimento da pe?a fundida. Normalmente utilizado para pe?as de ferro fundido para aumentar 1 por cento; pe?as de a?o fundido para aumentar 1,5 por cento a 2 por cento; pe?as de liga de alumínio para aumentar 1 por cento a 1,5 por cento.
- ⑤ Cantos arredondados da pe?a fundida Todos os pontos de viragem de cada superfície da pe?a fundida devem ser transformados em cantos arredondados de transi??o para facilitar a modela??o e garantir a qualidade da pe?a fundida.
- (6) Cabe?a de núcleo Para moldes de areia com um núcleo, deve ser feita uma cabe?a de núcleo correspondente no molde.
Métodos de modela??o
A escolha do método de moldagem deve ser feita n?o só em fun??o do tipo de produ??o, mas também em fun??o das condi??es do equipamento da fábrica, da dimens?o e complexidade da pe?a fundida e dos requisitos de qualidade. Os métodos de moldagem podem ser divididos em duas categorias: moldagem manual e moldagem por máquina.
A moldagem à m?o é utilizada principalmente para a produ??o de pequenos lotes de pe?as individuais, enquanto a moldagem à máquina é utilizada principalmente para a produ??o de grandes lotes.
(1). Modela??o da m?o
- (A) As caraterísticas da moldagem integral s?o as seguintes: o molde é uma estrutura integral, a maior sec??o transversal é plana numa das extremidades do molde; as superfícies de separa??o s?o maioritariamente planas; e a opera??o é simples. O molde integral é adequado para pe?as fundidas com formas simples, tais como discos e tampas.
- (B) As caraterísticas da moldagem por divis?o do molde s?o as seguintes: os moldes s?o separados e a superfície separada dos moldes (conhecida como superfície de separa??o) deve ser a maior sec??o transversal dos moldes, a fim de facilitar a eleva??o do molde. O processo de molda??o por divis?o é basicamente semelhante ao processo de molda??o por inteiras, com a diferen?a de que s?o acrescentadas duas opera??es aquando do fabrico do molde superior, nomeadamente, a coloca??o do molde superior e a retirada do meio molde superior. A moldagem por divis?o é adequada para pe?as fundidas com formas complexas, como mangas, tubos e corpos de válvulas.
- (C) O molde de moldagem em bloco vivo na parte amovível ou móvel é designado por bloco vivo. Quando existe um obstáculo ao molde no lado do molde para estender a pe?a (como uma pequena aba), a pe?a é frequentemente transformada num bloco vivo. Quando o molde é retirado, o corpo principal do molde é retirado primeiro e, em seguida, o bloco vivo deixado na fundi??o é retirado separadamente, este método é chamado de moldagem de bloco vivo. Ao moldar o molde de bloco vivo ligado com pregos, deve notar-se que a areia à volta do bloco vivo deve ser enchida firmemente primeiro, e depois os pregos devem ser puxados para fora.
- (D) moldagem em areia quando a fundi??o de acordo com as caraterísticas estruturais da necessidade de moldagem, mas devido às condi??es (como o molde é muito fino, dificuldades de fabrica??o de moldes) ainda é feita em um molde inteiro, a fim de facilitar o molde, a superfície de parti??o inferior precisa ser cavada em uma superfície curva ou ter uma alta e baixa mudan?as na forma da escada (chamada superfície de parti??o desigual), este método é chamado de moldagem em areia.
- (F) Moldagem em três caixas O processo de utiliza??o de três caixas de areia para o fabrico da pe?a fundida é designado por moldagem em três caixas. Todos os métodos de moldagem acima mencionados utilizam duas caixas de areia, que s?o fáceis de operar e amplamente utilizadas. No entanto, algumas pe?as fundidas, tais como as duas extremidades da sec??o transversal s?o maiores do que a sec??o transversal do meio, a necessidade de utilizar três caixas de areia, a partir de duas direc??es respetivamente do molde.
- (G) moldagem por raspagem com dimens?es superiores a 500 mm de pe?as fundidas de corpos rotativos, tais como polias, volantes, engrenagens grandes e outras pe?as de produ??o única, a fim de poupar madeira, tempo de processamento do molde e custos, pode ser utilizada a moldagem por raspagem. O raspador é um peda?o de tábua de madeira e uma forma de sec??o transversal de fundi??o. Ao moldar, o raspador gira em torno de um eixo central fixo e raspa a cavidade necessária no molde de areia.
- (H) A moldagem em caixa fictícia consiste na utiliza??o de uma placa de base pré-fabricada ou de uma caixa fictícia para substituir a areia escavada na moldagem por escava??o em areia.
- (I) Moldagem em fosso O método de moldagem diretamente no ch?o de areia ou no fosso de areia da fundi??o é designado por moldagem em fosso. Quando s?o produzidas pe?as fundidas de grandes dimens?es numa única pe?a, a moldagem em po?o é frequentemente utilizada para poupar a caixa de areia, reduzir a altura da pe?a fundida e facilitar a opera??o de vazamento. A estrutura de moldagem em po?o, a moldagem deve ser considerada quando o vazamento pode conduzir suavemente o gás no po?o para fora do solo, muitas vezes coque, escória e outros materiais respiráveis no fundo, e conduzir o gás para fora do tubo de ferro.
(2). Modela??o da máquina
A produtividade da moldagem manual é baixa, a qualidade da superfície das pe?as fundidas é fraca, a exigência de trabalhadores com elevado nível técnico, a intensidade do trabalho, pelo que, na produ??o em massa, s?o geralmente utilizados na moldagem por máquina. A moldagem por máquina é a principal opera??o do processo de moldagem ---- aperto de areia e moldagem para conseguir a mecaniza??o. De acordo com as diferentes formas de aperto da areia e de arranque do molde, existem a moldagem por compacta??o por micro-vibra??o pneumática, a moldagem por press?o de disparo, a moldagem a alta press?o e a moldagem por arremesso de areia.
- (A) A compacta??o por micro-vibra??o pneumática da areia de moldagem é utilizada vibra??o (frequência 150 ~ 500 vezes / min, amplitude 25-80mm) - compacta??o - micro-vibra??o (frequência 700 ~ 1000 vezes / min, amplitude 5 ~ l0mm) areia compactada. l0mm) para compactar a areia de moldagem. Este tipo de máquina de moldagem tem menos ruído, compacta??o uniforme da areia e alta produtividade.
- (B) A moldagem por inje??o caracteriza-se pela utiliza??o de ar comprimido para lan?ar a areia na cavidade para a compacta??o inicial e, em seguida, o pist?o de compacta??o compacta novamente a areia, depois de a areia ser lan?ada, a superfície de contacto entre os dois modelos de areia à frente e atrás é a superfície de separa??o. O tamanho da moldagem por inje??o é preciso, a rugosidade da superfície é pequena e a produtividade é elevada. Pode produzir 240-300 moldes por hora, e é normalmente utilizado na produ??o em massa de pe?as fundidas de pequena e média dimens?o.
- (C) A moldagem a alta press?o utiliza um sistema hidráulico para gerar uma press?o muito elevada para compactar o molde de areia. Caracteriza-se por dimens?es exactas da pe?a fundida, baixa rugosidade superficial e elevada produtividade. A moldagem a alta press?o é adequada para pe?as fundidas de pequena e média dimens?o com formas mais complexas, múltiplas variedades e lotes médios ou mais.
- (D) A moldagem por arremesso de areia consiste em utilizar a lamina rotativa de alta velocidade para atirar para baixo a areia transportada pela correia transportadora a alta velocidade para compactar o molde de areia. A moldagem por proje??o de areia tem grande adaptabilidade, n?o necessita de caixa de areia especial nem de modelo, e é adequada para a produ??o de pe?as únicas e pequenos lotes de pe?as fundidas de grandes dimens?es.
perfura??o
A fim de obter a cavidade interior ou a forma local da pe?a fundida, é feita uma areia de núcleo ou outros materiais, colocados na cavidade no interior dos elementos de fundi??o denominados núcleo. A grande maioria dos machos é feita de areia de machos. A qualidade do núcleo depende principalmente da prepara??o de areia de núcleo qualificada e da utiliza??o de um processo de fabrico de núcleo correto para garantir.
Ao fundir o núcleo de areia pelo impacto do metal líquido de alta temperatura e rodeado, portanto, além dos requisitos do núcleo de areia com a fundi??o da forma correspondente da cavidade interna, também deve ter uma melhor permeabilidade, refratariedade, concess?es, for?a e outras propriedades, portanto, devemos escolher a areia de quartzo com poucas impurezas e óleo vegetal, vidro de água e outros aglutinantes para formular o núcleo de areia, e no núcleo de areia no osso do núcleo de metal e amarrar os orifícios de ventila??o, a fim de melhorar a for?a e a permeabilidade.
Os núcleos de tamanho grande e médio com formas simples podem ser fabricados com areia argilosa. No entanto, para núcleos com formas complexas e requisitos de elevado desempenho, devem ser utilizados ligantes especiais para os formular, tais como areia de óleo, areia de gordura e areia de resina.
Além disso, a areia do núcleo também deve ter algumas propriedades especiais, como baixa higroscopicidade (para evitar que o núcleo volte a ficar húmido depois de fechar a caixa); menos gaseifica??o (depois de o metal ser vertido, o material do núcleo deve produzir o mínimo de gás possível quando é aquecido); e boa lixagem (para facilitar a remo??o do núcleo durante a limpeza).
Os núcleos s?o geralmente fabricados a partir de caixas de núcleos, e o fabrico de núcleos em caixa aberta é um método manual de fabrico de núcleos comummente utilizado para núcleos mais complexos com sec??es transversais redondas.

Fabrico de caixas de cart?o com núcleo
(a) Preparar a caixa do núcleo (b) Fixar a caixa do núcleo, adicionar a areia do núcleo e o osso do núcleo à vez, bater a areia (c) Raspar e atar os orifícios de ventila??o (d) Desapertar os grampos, bater na caixa do núcleo (e) Abrir a caixa do núcleo, retirar o núcleo de areia e aplicar a tinta
Opera??es básicas de modela??o
Existem muitos métodos de moldagem, mas a maior parte deles inclui a batida com areia, o arranque do molde, a repara??o do molde e o fecho da caixa.
(1) olhar
A forma original da pe?a fundida feita de madeira, metal ou outros materiais é coletivamente designada por molde, que é utilizado para formar a cavidade da pe?a fundida. O molde de madeira é conhecido como molde de madeira, o molde de metal ou de plástico é conhecido como molde de metal ou molde de plástico. Atualmente, a maioria das fábricas utiliza moldes de madeira. A forma do molde é semelhante à forma da pe?a fundida, a diferen?a é que a pe?a fundida, como os furos, no molde n?o é apenas sólida sem furos, mas também na posi??o correspondente para fazer a cabe?a do núcleo.
(2) Prepara??o antes da moldagem
- ① Preparar as ferramentas de moldagem, escolher uma placa de base plana e uma caixa de areia de tamanho adequado. Se a caixa de areia for muito grande, n?o só consumirá muita areia, mas também desperdi?ará o tempo de batida da areia. Se a caixa de areia for demasiado pequena, a areia à volta do molde de madeira n?o será batida com for?a e o metal líquido sairá facilmente da superfície de separa??o, ou seja, entre as interfaces, ao ser vazado. Normalmente, a distancia entre o molde de madeira e a parede interior e a parte superior da caixa de areia deve ser de 30 a 100 mm, o que se designa por capacidade de alimenta??o de areia. O valor específico da capacidade de alimenta??o de areia depende do tamanho do molde de madeira.
- ② Limpe o molde de madeira, de modo a evitar que a areia de moldagem adira ao molde de madeira, resultando em danos na cavidade ao levantar o molde.
- ③ Ao colocar o molde de madeira, preste aten??o à dire??o da inclina??o no molde de madeira e n?o o coloque no local errado..
(3)libra de areia
- ① A areia para bater deve ser adicionada à areia por fases. Para a pequena caixa de areia cada vez para adicionar espessura de areia de cerca de 50 ~ 70mm. muita areia batendo n?o é apertado, e muito pouca areia e custo de horas-homem. Ao adicionar areia pela primeira vez, a areia à volta do molde de madeira deve ser pressionada firmemente com a m?o para evitar que a posi??o do molde de madeira na caixa de areia se mova. Em seguida, utilizar a extremidade pontiaguda do martelo de areia para bater firmemente em fases e, finalmente, utilizar a extremidade plana do martelo de areia para bater firmemente a camada superior de areia.
- ② A areia batida deve ser efectuada num determinado percurso. N?o leste um pouco, oeste um pouco caótico batendo, de modo a evitar as diferentes partes do aperto.
- ③ A areia batida deve ser adequada. Demasiada for?a, a areia é muito apertada, despejando a cavidade do gás n?o pode escorrer. Muito pouca for?a, a areia é muito solta e fácil de colapsar a caixa. O aperto de cada parte da mesma areia é diferente, perto da parede interior da caixa de areia deve ser batido com for?a para evitar o colapso da caixa. Perto da parte da cavidade, a areia deve ser ligeiramente mais apertada para suportar a press?o do metal líquido. Longe da cavidade da camada de areia deve ser adequadamente solta, de modo a facilitar a permeabilidade do ar.
- ④ Ao bater a areia, deve-se evitar que o martelo bata no molde de madeira. Geralmente, a distancia entre o martelo e o molde de madeira é de 20-40mm, caso contrário é fácil danificar o molde de madeira.
(4) polvilhar areia
Antes de construir o modelo de areia, deve ser espalhada uma camada de areia seca de gr?o fino e n?o argilosa (ou seja, areia) na superfície de separa??o para evitar que as caixas de areia superior e inferior se colem e n?o consigam abrir a caixa. Para espalhar a areia, a m?o deve estar ligeiramente mais alta do que a caixa de areia, enquanto se vira, enquanto balan?a, de modo a que a areia através das fendas dos dedos se espalhe lenta e uniformemente para baixo, coberta de forma fina na superfície de separa??o. Por fim, o molde de madeira deve ser soprado para fora da areia de separa??o, de modo a n?o fazer no modelo de areia, a areia de separa??o aderir à superfície do modelo de areia, e no derrame do metal líquido lavado para dentro da fundi??o, de modo a produzir defeitos.
(5)fazer um furo
Para além de garantir que a areia tem uma boa permeabilidade ao ar, a areia foi também triturada e raspada, com uma agulha de ventila??o para fechar os orifícios de ventila??o, de modo a que o gás possa sair facilmente durante o vazamento. Os orifícios de ventila??o devem ser verticais e uniformemente distribuídos.
(6)port?o aberto
O port?o exterior deve ser escavado num cone de 60°, com um diametro de 60-80mm na extremidade maior, e a superfície do port?o deve ser polida, e a liga??o com o jito reto deve ser feita numa transi??o arredondada, de modo a guiar o metal líquido para fluir suavemente para o molde de areia. Se o port?o exterior for escavado demasiado raso e tiver a forma de um disco, o metal líquido irá salpicar e magoar as pessoas durante o vazamento.
(7)Fazer a frase final
Se as caixas de areia superior e inferior n?o tiverem pinos de localiza??o, deve ser feita uma linha de fecho na parede da caixa de areia antes de os padr?es de areia superior e inferior serem abertos. A forma mais simples é aplicar pó de giz na parede da caixa e depois utilizar uma agulha para tra?ar uma linha fina. é necessário ir ao forno para cozer a caixa de areia, a argila de areia é utilizada para colar na parede da caixa de areia, com uma meia de faca de estucador plana, e depois esculpir a linha, conhecida como número de lama de jogo. A linha deve estar localizada no ponto mais afastado das duas arestas em angulo reto na parede da caixa de areia, para garantir que as direc??es x e y podem ser posicionadas e para limitar a rota??o do padr?o de areia. O número de linhas em dois sítios n?o deve ser igual, para n?o se cometer um erro ao fechar a caixa. Quando a linha estiver terminada, pode abrir a caixa para iniciar o molde.
(8)tomar um molde
- ① Antes de pegar no molde, mergulhe a escova de água num pouco de água e pincele a areia à volta do molde de madeira para evitar que a cavidade da areia seja danificada ao pegar no molde. A água da escova deve ser uma escova, n?o fa?a com que a escova de água fique em um determinado local, de modo a evitar o excesso de água local e produzir uma grande quantidade de vapor de água durante o vazamento, de modo que a fundi??o produza defeitos de porosidade.
- ② A posi??o do pino de arranque do molde deve coincidir, tanto quanto possível, com o centro de gravidade do molde de madeira. Antes de iniciar o molde, utilize um pequeno martelo para bater suavemente na parte inferior do pino de arranque do molde para soltar o molde de madeira e facilitar o arranque do molde.
- ③ Ao levantar o molde, levante lentamente o molde de madeira na vertical, quando o molde de madeira estiver prestes a ser levantado completamente, ent?o retire-o rapidamente. Tenha cuidado para n?o se desviar e balan?ar ao levantar o molde.
(9) manicure
Depois de retirar o molde, se a cavidade estiver danificada, devem ser utilizados corretamente todos os tipos de ferramentas de repara??o, de acordo com a forma da cavidade e o grau de dano. Se o dano da cavidade for grande, o molde de madeira pode ser colocado de novo na cavidade para ser reparado e depois retirado novamente.
(10)encerrar um caso
O fecho da caixa é o último processo de moldagem, que desempenha um papel importante na qualidade do molde de areia. Antes de fechar a caixa, o molde de areia deve ser cuidadosamente verificado se há algum dano e areia solta, e se o port?o está aparado. Se quiser colocar o núcleo, deve verificar se o núcleo está seco, se há algum dano e se os orifícios de ventila??o est?o bloqueados. A posi??o do núcleo no molde de areia deve ser precisa e estável, de modo a n?o afetar a precis?o da fundi??o e a evitar que seja arrastado pelo metal líquido ao ser vazado. Ao fechar a caixa, deve-se prestar aten??o à caixa de areia superior para manter o nível baixo, e deve ser alinhada com a linha de fecho para evitar a caixa errada. Depois de fechar a caixa, é preferível cobrir o jito com papel ou um peda?o de madeira para evitar que a areia ou os detritos caiam no jito.
Sele??o da posi??o de vazamento da fundi??o e da superfície de corte
pe?as fundidasA posi??o de vazamento da pe?a fundida é a posi??o da pe?a fundida no molde durante o vazamento.
A superfície de separa??o é a superfície onde as duas metades da pe?a fundida entram em contacto uma com a outra.
O seu princípio de sele??o é principalmente para garantir a qualidade das pe?as fundidas e simplificar o processo de moldagem. De um modo geral, a posi??o de fundi??o deve ser selecionada primeiro, depois de decidida a superfície de separa??o, mas na produ??o, devido à sele??o da posi??o de fundi??o e à determina??o da superfície de separa??o por vezes contraditórias, é necessário analisar exaustivamente as vantagens e desvantagens das várias op??es e escolher a melhor op??o.
(1) .Princípio de sele??o da posi??o de fundi??o
- (A) a superfície de processamento importante da fundi??o deve estar virada para baixo, os orifícios de ar, orifícios de areia, escória, orifícios de retra??o s?o susceptíveis de aparecer na superfície superior, enquanto a parte inferior do metal líquido é relativamente pura, a organiza??o do metal é relativamente densa. Por vezes, quando a superfície de maquinagem importante está virada para baixo por algumas raz?es, deve ser feita na posi??o da superfície de exemplo, tanto quanto possível.
- (B) O grande plano da pe?a fundida deve estar voltado para baixo Devido ao efeito da radia??o térmica durante o vazamento, a areia na superfície superior da cavidade da pe?a fundida é propensa a arquear e rachar, resultando em defeitos de areia e inclus?o na superfície superior da pe?a fundida, portanto, o grande plano deve estar voltado para baixo.
- (C) a pe?a de fundi??o de paredes finas deve ser colocada na parte inferior da parte de paredes finas da parte fácil de produzir vazamento insuficiente e segrega??o a frio, de modo que na parte inferior da press?o pode ser aumentada para aumentar a press?o de enchimento, melhorar a capacidade de enchimento de metal.
- (D) deve garantir que a fundi??o para alcan?ar a solidifica??o direcional Para o encolhimento da liga, a espessura da parede da fundi??o n?o é uniforme, a espessura da grande parte da fundi??o deve ser colocada na fundi??o da parte superior ou perto da superfície de separa??o, a fim de facilitar a coloca??o de risers, para alcan?ar a solidifica??o direcional
- (F) Deve ser fácil de fixar o núcleo, instalar e ventilar, e fácil de fechar o molde.
(2).Princípio de sele??o das superfícies de corte
- (A) A superfície de corte deve ser selecionada na maior sec??o transversal do molde para facilitar a recolha do molde, com especial aten??o para a moldagem em areia de escava??o.
- (B) O número de superfícies de corte deve ser reduzido ao mínimo e a modela??o de três caixas deve ser evitada para a produ??o em massa.
- (C) Todas ou a maior parte das pe?as fundidas devem ser feitas no mesmo molde de areia, para reduzir a forma??o de caixas de erro, arestas e rebarbas e para melhorar a precis?o das pe?as fundidas.
- (D) O número de núcleos e blocos vivos deve ser reduzido tanto quanto possível para simplificar o processo de moldagem e fabrico de núcleos e melhorar a produtividade.
Sele??o dos parametros do processo
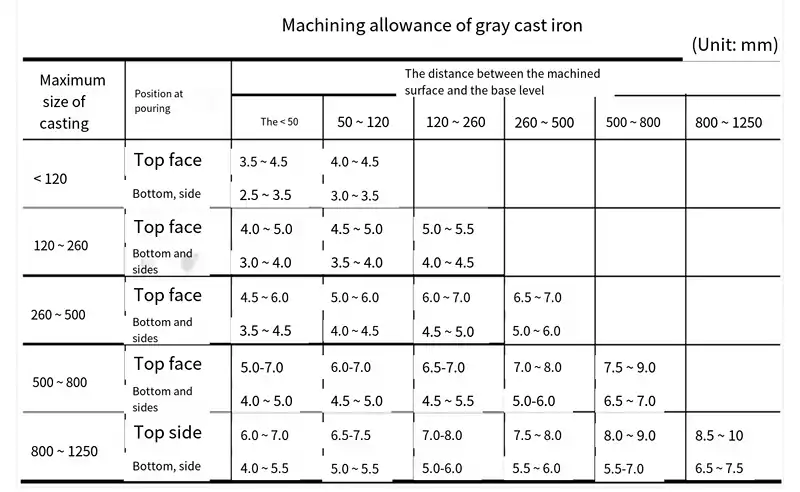
(1) Subsídio de maquinagem
As pe?as fundidas têm de ser cortadas na superfície, devendo ser reservada antecipadamente uma certa quantidade de margem de maquinagem, cuja dimens?o depende do tipo de liga de fundi??o, dos métodos de modela??o, da dimens?o da pe?a fundida e da superfície de processamento na fundi??o da localiza??o de muitos factores. A rugosidade da superfície do a?o fundido, a deforma??o, a margem de processamento; a superfície da liga n?o ferrosa é lisa, a margem de processamento é pequena; a modela??o da máquina é de alta precis?o, a margem de processamento pode ser selecionada mais pequena; a produ??o de uma única pe?a de um pequeno lote tem mais factores que afectam a margem de processamento a aumentar; quanto maior for a fundi??o, mais complexa será a margem de processamento; a fundi??o da superfície superior é maior do que a inferior e a lateral da margem de maquina??o é maior.
Uma única pe?a de produ??o de pequenos lotes de pequenas pe?as de ferro fundido com uma margem de maquina??o de 4,5 ~ 5,5 mm; pequenas pe?as de fundi??o de metais n?o ferrosos com uma margem de maquina??o de 3 mm; as pe?as de ferro fundido cinzento com uma margem de maquina??o podem ser referidas em JB2854-80.
Além disso, as pe?as de a?o fundido com um diametro inferior a ф35mm e as pe?as de ferro fundido com um diametro inferior a ф25mm geralmente n?o s?o fundidas, deixando a maquina??o mais económica e conveniente. Para a modela??o à máquina de pe?as pequenas, n?o fundir o furo pode ser mais pequeno. Para formas especiais que n?o requerem processamento, dificuldades de maquina??o no furo, ranhura, deve ser fundido.
(2) Inclina??o da moldagem
Para que a prova seja fácil de retirar da fundi??o, a inclina??o adicionada à parede vertical perpendicular à superfície de separa??o é a inclina??o inicial do molde. Quanto mais alto for o molde, menor será o valor da inclina??o, e a inclina??o da parede interior é maior do que a da parede exterior. A inclina??o da parede interior é maior do que a inclina??o da parede exterior. A inclina??o da moldagem à m?o é maior do que a da moldagem à máquina. Quando o molde é curto (≤100mm), é cerca de 3o, e quando o molde é alto (101~160mm), é 0,5°~1°.
(3) Fundi??o de cantos arredondados
Para evitar que a pe?a fundida sofra tens?es e fissuras na liga??o e nos cantos da parede, e para evitar danos nos cantos afiados da pe?a fundida e a produ??o de buracos de areia, a liga??o e as partes dos cantos da parede da pe?a fundida devem ser concebidas para serem quadrangulares na conce??o da pe?a fundida.
(4) Chefes de núcleo
A fim de assegurar o posicionamento, a fixa??o e a ventila??o do núcleo no molde de fundi??o, tanto o molde como o núcleo s?o concebidos com uma cabe?a de núcleo.
A cabe?a do núcleo é a parte estendida do núcleo, que cai no assento do núcleo do modelo de fundi??o e serve para localizar e apoiar o núcleo.
A forma da cabe?a do núcleo depende do tipo de núcleo, a cabe?a do núcleo deve ter altura suficiente (h) ou comprimento (l) e inclina??o adequada, a fim de tornar o núcleo conveniente, preciso e firmemente fixado no molde de fundi??o, de modo a evitar a flutua??o, deflex?o e movimento do núcleo durante o vazamento.
(5) Indemniza??o por retra??o
Como a fundi??o após o vazamento da contra??o de arrefecimento, a produ??o de moldes deve ser adicionada a esta parte do tamanho do encolhimento. A taxa de contra??o geral do ferro fundido cinzento é de 0,8% - 1,0%, a do a?o fundido é de 1,8% - 2,2%, a da liga de alumínio fundido é de 1,0% - 1,5%. O tamanho da margem de retra??o, para além do tipo de liga, mas também com o processo de fundi??o, fundi??es na contra??o da situa??o de bloqueio e assim por diante.
| Tipo de liga | Contra??o da fundi??o | ||
| contra??o livre | retra??o | ||
| cinzento metais fundidos ou encontrados ferro (metal) | Pe?as fundidas de pequena e média dimens?o | 1.0 | 0.9 |
| Pe?as fundidas médias e grandes | 0.9 | 0.8 | |
| Pe?as fundidas extra grandes | 0.8 | 0.7 | |
| ferro fundido dúctil | 1.0 | 0.8 | |
| A?o carbono e a?o de baixa liga | 1.6~2.0 | 1.3~1.7 | |
| bronze estanho | 1.4 | 1.2 | |
| Bronze de Wuxi | 2.0~2.2 | 1.6~1.8 | |
| lat?o silício | 1.7~1.8 | 1.6~1.7 | |
| Ligas de alumínio-silício | 1.0~1.2 | 0.8~1.0 | |
Vantagens e desvantagens da fundi??o em areia
Vantagens da fundi??o em areia
- Baixos custos de fabricoA fundi??o em areia utiliza matérias-primas (por exemplo, areia, argila, etc.) a baixo custo, e o processo de fabrico é relativamente simples, pelo que os custos de fabrico s?o relativamente baixos.
- Elevada flexibilidade de fabricoA fundi??o em areia permite a produ??o de pe?as fundidas numa vasta gama de formas e tamanhos diferentes, desde algumas gramas até várias toneladas de pe?as, com facilidade e grande aplicabilidade.
- Ciclo de fabrico curtoO processo de fundi??o em areia é relativamente simples e requer menos tempo de secagem e endurecimento, resultando num ciclo de fabrico relativamente curto.
- Vasta gama de fontes de matérias-primasA fundi??o em areia tem uma vasta gama de fontes de matérias-primas, areia, argila, etc. pode ser usada como material de moldagem e é barata.
Desvantagens da fundi??o em areia
- Qualidade média da superfície das pe?as fundidasA qualidade da superfície das pe?as fundidas em areia pode apresentar alguns defeitos, tais como buracos de areia, buracos de areia, areia pegajosa, etc.
- O núcleo de areia é suscetível de desmoronarNa fundi??o em areia, podem ser necessários núcleos de areia para fabricar pe?as fundidas com formas complexas. Os núcleos de areia s?o propensos a deforma??o e colapso, resultando numa elevada taxa de rejei??es.
- Menor produtividadeA produtividade da fundi??o em areia é relativamente baixa porque cada molde de areia tem de ser feito à m?o e os moldes só podem ser utilizados uma vez.
- Elevado consumo de energia e elevadas emiss?es poluentesA fundi??o em areia consome muita energia durante o processo de produ??o e pode produzir certas emiss?es poluentes, como poeiras e gases de escape. Este facto pode ter algum impacto no ambiente e na saúde dos trabalhadores.






















