
Processo de soldadura TIG e MIG de alumínio: compara??o de tecnologias, pontos de funcionamento e aplica??es industriais
發布時間:2025-05-17 分類:informa??o pública 瀏覽量:944
Os desafios e a importancia da soldadura de alumínio
alumínio Devido ao seu peso leve, elevada resistência e resistência à corros?o, é amplamente utilizado nos sectores automóvel, aeroespacial e da constru??o naval. No entanto, a sua elevada condutividade térmica, a facilidade de oxida??o e a suscetibilidade à fissura??o térmica fazem com que o processo de soldadura enfrente sérios desafios. Por exemplo, no caso dos tabuleiros de baterias para veículos de energia nova, a soldadura tem de ser simultaneamente de alta resistência e estanque ao gás, o que é difícil de satisfazer com os processos tradicionais, e as tecnologias de soldadura TIG e MIG fornecem uma solu??o eficiente para este problema.
Caraterísticas do alumínio:
pequena densidade:: As ligas de alumínio s?o menos densas do que o a?o e o cobre, com cerca de 2,7 g/cm3, pelo que os produtos de liga de alumínio s?o mais leves do que os produtos de a?o com o mesmo volume.
alta resistênciaLigas de alumínio: As ligas de alumínio têm elevada resistência e dureza, que podem ser significativamente aumentadas por tratamento térmico.
Boa condutividadeLigas de alumínio: As ligas de alumínio têm melhor condutividade eléctrica do que o cobre e o a?o puros e podem ser utilizadas para fabricar materiais condutores, como fios e cabos.
Boa resistência à corros?oA superfície da liga de alumínio pode facilmente formar uma película de óxido densa com boa resistência à corros?o.
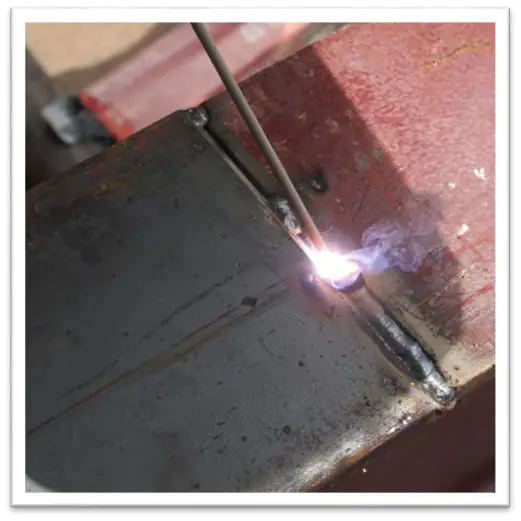
A tecnologia de soldadura TIG em pormenor
Princípio do processo e configura??o do equipamento
A soldagem TIG (soldagem com prote??o de gás inerte de tungstênio) usa um eletrodo de tungstênio n?o fundido para formar uma po?a fundida sob a prote??o de gás inerte (arg?nio ou hélio). A máquina de solda AC TIG pode efetivamente remover o filme de óxido (Al?O?) na superfície da liga de alumínio através do efeito de esmagamento catódico, que é adequado para a soldagem de ligas de alumínio da Série 6 (por exemplo, 6061) e Série 5 (por exemplo, 5052).
Pontos de funcionamento e defini??es de parametros (tomando como exemplo a liga de alumínio 6061)
- Tratamento pré-soldadura::
- Limpeza com acetona para remover a contamina??o por óleo, camada de oxida??o por lixagem mecanica com escova de arame de a?o inoxidável (lixa proibida para evitar a contamina??o por carbono).
- Parametros de soldadura::
- Corrente: 80-200A (modo de impulsos CA, contas de corrente de base para 30%).
- Elétrodo de tungsténio: elétrodo de tungsténio com cério (diametro de 2,4 mm, ponta retificada com um angulo de cone de 30°).
- Gás de prote??o: árgon (pureza ≥99,99%), caudal 10-12L/min.
- Escolha do fio de enchimento: ER4043 (teor de silício 5%, boa resistência à fissura??o) ou ER5356 (teor de magnésio 5%, alta resistência).
Pontos fortes e limita??es
- vanguardaSoldaduras bonitas e sem salpicos, adequadas para placas finas (1-3 mm) e componentes de precis?o (por exemplo, dissipadores de calor electrónicos).
- restringir algo dentro de limites estabelecidosVelocidade de soldadura lenta (aprox. 0,3 m/min) e custos de m?o de obra elevados.
A tecnologia de soldadura MIG em pormenor
Princípio do processo e sele??o do equipamento
A soldadura MIG (soldadura com elétrodo de fus?o com gás inerte) adopta um mecanismo de alimenta??o contínua do fio, que é adequado para a soldadura de placas de espessura média. O sistema de alimenta??o de fio push-pull resolve o problema da má alimenta??o do fio causado pela suavidade dos fios de liga de alumínio (por exemplo, ER5183). A mistura de gases (Ar+He) melhora a estabilidade do arco e reduz a porosidade.
Pontos de funcionamento e defini??es de parametros (tomando como exemplo a liga de alumínio 5083)
- Tratamento pré-soldadura::
- As placas espessas (>10mm) precisam de ser pré-aquecidas a 80-120°C (para reduzir o risco de fissura??o térmica).
- Desenho do bisel: bisel em V (angulo 60°-70°), aresta romba 1-2mm.
- Parametros de soldadura::
- Corrente: 220-260A (modo de impulso duplo, impulso de baixa frequência para reduzir os salpicos).
- Tens?o: 24-26V, velocidade de alimenta??o do fio 8m/min.
- Gás de prote??o: Ar (80%) + He (20%), caudal 18-20L/min.
Pontos fortes e limita??es
- vanguardaAlta eficiência (velocidade até 1,2 m/min), adequada para a produ??o em massa de cord?es de soldadura longos, tais como chassis de automóveis.
- restringir algo dentro de limites estabelecidosO controlo dos salpicos é difícil (os parametros de impulsos têm de ser optimizados) e o investimento inicial no equipamento é elevado (cerca de 500 000 dólares para o sistema robótico).
TIG vs MIG: Guia de sele??o de processos
| termo de compara??o | Soldadura TIG | Soldadura MIG |
|---|---|---|
| Espessura aplicável | 1-6mm (folha) | 3-25mm (placas médias e grossas) |
| Qualidade da soldadura | Alta precis?o, sem salpicos | Elevada eficiência, controlo de salpicos |
| custos (de fabrico, de produ??o, etc.) | Custos de m?o de obra em percentagem de 60% | Partilha de custos de equipamento e consumíveis 70% |
| aplica??o típica | Peles aeroespaciais, caixas electrónicas | Convés de navios, pe?as estruturais para automóveis |
Normas de preven??o, controlo e inspe??o de defeitos de soldadura
5.1 Solu??es para defeitos comuns
- bolha de arAssegurar a pureza do gás de prote??o (ponto de orvalho do árgon ≤ -50°C) e limpar bem o metal de base antes da soldadura.
- fissura térmica: Selecione o fio ER5356 com alto teor de Mg (Mg / Si> 1,5) e controle a temperatura entre camadas <100 ℃.
- n?o utilizadoAumentar a corrente 10%-15% e reduzir a velocidade de soldadura para 0,8m/min (soldadura MIG).
5.2 Métodos de dete??o
- Inspe??o visual (VT)Dete??o de fissuras e arestas na superfície da soldadura com referência à norma ISO 10042.
- Inspe??o por raios X (RT)De acordo com os requisitos da norma AWS D1.2, o diametro dos orifícios de ar ≤ 1,5 mm é qualificado.
6. perguntas frequentes (FAQ)
Q1: A soldadura TIG pode ser utilizada para soldar ligas de alumínio com corrente contínua?
- N?O! O TIG DC n?o rompe a película de óxido, é necessário utilizar a corrente alterna.
Q2 : Como resolver o problema de respingos altos na soldagem MIG?
- Mudar para o modo de duplo impulso, reduzir a corrente de pico (exemplo: de 300A para 260A) e aumentar o rácio de hélio para 30%.
Q3: é necessário tratamento térmico após a soldadura?
- As ligas de alumínio da série 6 (como a 6061) precisam de ser tratadas com solu??o após a soldadura (530 ℃ × 2h de têmpera em água + 180 ℃ × 8h de envelhecimento) para restaurar a resistência.






















