
Análise aprofundada de todo o processo de soldadura por fric??o
發布時間:2025-03-08 分類:informa??o pública 瀏覽量:1657
Defini??o de soldadura por fric??o
A soldadura por fric??o é a utiliza??o do movimento de fric??o relativa da soldadura para conseguir o calor gerado pela fric??o relativa do material para conseguir uma liga??o fiável de um método de soldadura por press?o. O processo de soldadura está sob a a??o da press?o, o movimento relativo do material a ser soldado entre o atrito, de modo que a interface e a sua temperatura próxima aumenta e atinge um estado termoplástico, com o papel da for?a de forjamento superior da película de oxida??o interfacial quebrada, o material sofre deforma??o plástica e fluxo, através da interface dos elementos da difus?o e recristaliza??o da rea??o metalúrgica e a forma??o de juntas.
Princípio da soldadura por fric??o
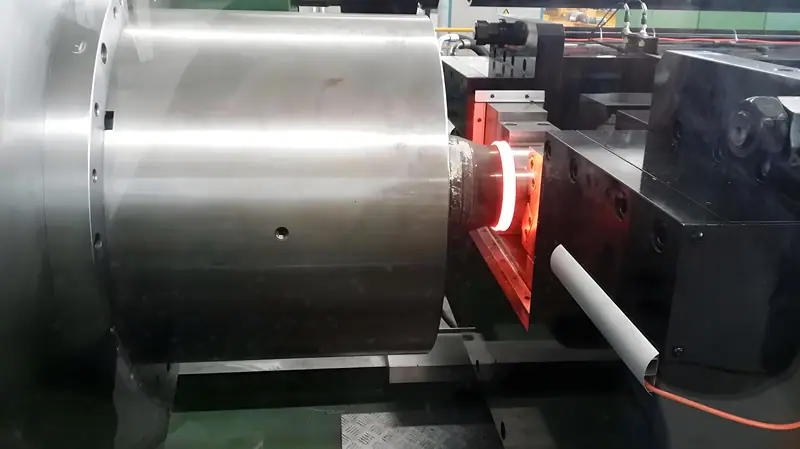
Duas pe?as de metal de sec??o circular s?o fixadas antes da soldadura por fric??o num mandril que pode ser rodado e num mandril que pode ser movido para a frente e pressurizado. No início da soldadura, a pe?a de trabalho 1 é rodada a alta velocidade, a pe?a de trabalho 2 é movida na dire??o da pe?a de trabalho 1 e contactada, e é aplicada uma press?o de fric??o suficientemente grande para iniciar o processo de aquecimento por fric??o. Após fric??o por um período de tempo, a temperatura do metal da junta atinge a temperatura de soldadura, pára a rota??o da pe?a de trabalho 1 e, ao mesmo tempo, a pe?a de trabalho 2 move-se rapidamente para aplicar a press?o de forjamento superior, de modo a produzir a deforma??o de forjamento superior e completar a soldadura.
Classifica??o da soldadura por fric??o
Existem muitos métodos de soldadura por fric??o, geralmente classificados de acordo com o movimento relativo da soldadura e as caraterísticas do processo, os principais métodos incluem
- Soldadura por fric??o de acionamento contínuo
- Soldadura por fric??o controlada por fase
- soldadura por fric??o por inércia
- soldadura por fric??o
- Soldadura por fric??o incorporada
- Soldadura por fric??o do terceiro corpo
- Revestimento de fric??o
Soldadura por fric??o contínua
Sob a a??o da press?o de fric??o, as interfaces soldadas entram em contacto umas com as outras, friccionando através do movimento relativo, de modo que a energia mecanica é convertida em energia térmica, o calor de fric??o é utilizado para remover os óxidos nas interfaces e é formada uma junta fiável sob a a??o da for?a de forjamento superior. Este é um tipo comum de soldadura por fric??o, no processo de soldadura, a pe?a de trabalho é continuamente acionada pelo motor do fuso, rodando a uma velocidade constante, até atingir o tempo de fric??o especificado ou a deforma??o por fric??o, a pe?a de trabalho pára imediatamente de rodar e a soldadura de forjamento superior.
soldadura por fric??o por inércia
A extremidade rotativa da pe?a de trabalho é fixada no volante, e o processo de soldadura come?a por acelerar o volante e a extremidade rotativa da pe?a de trabalho até uma determinada velocidade de rota??o, depois o volante é desengatado do motor principal e a extremidade móvel da pe?a de trabalho avan?a para iniciar o aquecimento por fric??o. O volante é travado pelo binário de fric??o, a velocidade é gradualmente reduzida e o processo de soldadura termina quando a velocidade é zero.
soldadura por fric??o de fase
Utilizado principalmente para os requisitos de posi??o relativa da pe?a de trabalho, como o a?o hexagonal, o a?o octogonal, os joysticks para automóveis, etc., exige que os pinos sejam alinhados após a soldadura, a dire??o da direita ou da fase para cumprir os requisitos. Os principais métodos s?o:
- Soldadura mecanica por fric??o de fase sincronizada
- Soldadura por fric??o de encaixe de pinos
- Soldadura por fric??o com acionamento sincronizado
Soldadura por fric??o radial
O tubo a soldar é biselado, com um mandril no interior do tubo, equipado com um anel rotativo com uma superfície biselada, que roda e aplica uma press?o de fric??o radial aos dois tubos durante a soldadura, sendo a press?o de forjamento superior aplicada no final do aquecimento por fric??o.
Revestimento de fric??o
A barra redonda de metal de revestimento roda a alta velocidade e exerce press?o de fric??o sobre o metal de base. Devido ao grande volume do metal de base, a condutividade térmica é boa e a taxa de arrefecimento é rápida. Assim, a superfície de fric??o do metal de revestimento e da interface do metal de base passa para o lado do metal de revestimento. Ao mesmo tempo, o metal de revestimento condensa-se e faz a transi??o para o metal de base para formar a carne de solda de revestimento. Quando o metal de base roda ou se move em rela??o à barra de metal de revestimento, forma-se uma soldadura de revestimento no metal de base.
soldadura por fric??o linear
Duas pe?as a soldar, uma fixa, outra a uma determinada velocidade de movimento recíproco, ou duas pe?as para o movimento recíproco relativo, sob a a??o da press?o das duas pe?as da interface, a fric??o gera calor, de modo a conseguir a soldadura.
soldadura por fric??o
Será um material duro resistente a altas temperaturas feito de uma certa forma da agulha de agita??o girando profundamente nos dois materiais soldados conectados à borda da cabe?a de agita??o para ajustar a rota??o das duas soldaduras conectadas à borda de uma grande quantidade de calor de fric??o, que na conex?o do amolecimento plástico do metal produzido na conex?o da área, o amolecimento plástico da área na cabe?a de agita??o sob a a??o da agita??o, extrus?o, e com a cabe?a de agita??o da rota??o ao longo do fluxo para trás da solda, a forma??o de um fluxo de metal plástico, e agitando a cabe?a longe do processo de resfriamento e extrus?o e forma??o de juntas soldadas em fase sólida. A zona de plástico amolecido é agitada e espremida sob a a??o da cabe?a de agita??o, e flui para trás ao longo do cord?o de soldadura com a rota??o da cabe?a de agita??o, formando um fluxo de metal plástico, e no processo de arrefecimento após a saída da cabe?a de agita??o, é espremida e forma uma junta soldada em fase sólida.
Soldadura por fric??o orbital
A soldadura por fric??o orbital é um método de soldadura recentemente desenvolvido, utilizado principalmente para soldar pe?as de sec??o n?o circular. A pe?a de trabalho de soldadura por fric??o orbital linear ao longo de uma pista reta, com uma certa amplitude e frequência para garantir que a velocidade de vibra??o atinja o valor necessário, de modo a que a superfície de soldadura fa?a fric??o relativa de vibra??o repetida. A pe?a de trabalho de soldadura por fric??o em órbita circular de cada massa com o mesmo raio e velocidade, ao longo da órbita circular para fazer com que a superfície de soldadura fa?a o movimento relativo de fric??o. Quando a junta é aquecida até à temperatura de soldadura, o movimento de fric??o da pe?a de trabalho é interrompido e a soldadura de topo é efectuada.
Processo de soldadura por fric??o
Caraterísticas do processo
vantagem:
- Tempo de constru??o de soldadura curto e elevada produtividade.
- Pequena distor??o de soldadura, elevada precis?o dimensional após a soldadura.
- Elevado grau de mecaniza??o e automatiza??o, qualidade de soldadura estável.
- é adequado para soldar todos os tipos de materiais dissimilares e pode soldar alumínio-a?o, alumínio-cobre, titanio-cobre, compostos intermetálicos-a?o, etc., que n?o podem ser soldados por fus?o convencional.
- é possível a soldadura de varas e tubos de diametros iguais e diferentes.
- A soldadura n?o produz fumo, luz de arco e gases nocivos, e n?o polui o ambiente.
Desvantagens.
1. é mais difícil soldar sec??es transversais n?o circulares e o equipamento necessário é complicado; é também mais difícil soldar pe?as finas em forma de disco e acessórios para tubos de paredes finas porque n?o s?o fáceis de fixar.
2) é difícil realizar a soldadura por fric??o para componentes cuja forma e posi??o de montagem já foram determinadas.
3. as juntas s?o propensas a fretting e devem ser maquinadas após a soldadura.
4. a parte de aperto é fácil de produzir riscos ou marcas de aperto
Processo de soldadura por fric??o
A soldadura por fric??o é uma técnica de uni?o de estado sólido altamente eficiente que se centra na liga??o metalúrgica de materiais utilizando calor de fric??o e for?as mecanicas. O processo come?a com a fixa??o precisa da pe?a de trabalho - normalmente, um dos lados da pe?a de trabalho é mantido de forma segura numa fixa??o, enquanto o outro lado é ligado a uma unidade rotativa para garantir que as superfícies de contacto est?o limpas e planas. Quando a máquina é activada, a pe?a rotativa entra em contacto estreito com a pe?a fixa sob press?o axial e a fric??o a alta velocidade gera instantaneamente temperaturas elevadas na interface, que penetram rapidamente no material e o levam a um estado plástico. Durante este processo, a fric??o n?o só quebra a camada de óxido na superfície, como também leva a rede metálica a sofrer uma recristaliza??o dinamica, formando uma camada amolecida fluida. Quando a temperatura atinge o ponto crítico, o equipamento pára decisivamente de rodar e, em seguida, aplica uma maior press?o do forjamento superior, neste momento, o material amolecido como se fosse forjado como a fus?o por extrus?o, o nível microscópico de difus?o atómica e a migra??o dos limites dos gr?os eliminam completamente os defeitos da superfície da junta, a forma??o de juntas soldadas densas e sem falhas. Após arrefecimento e moldagem, a soldadura é praticamente isenta de deforma??es e a sua resistência pode mesmo exceder a do material de base.
Equipamento comum de soldadura por fric??o

Equipamento convencional de soldadura por fric??o
O equipamento convencional de soldadura por fric??o está solidamente ligado a um mecanismo de controlo de press?o de alta precis?o através de um sistema de acionamento mecanico, cujo núcleo é constituído por um módulo de potência do fuso, um dispositivo de press?o hidráulica e um sistema de controlo inteligente. O equipamento adopta uma conce??o modular, que pode ser adaptada de forma flexível aos requisitos de fixa??o de veios, tubos e pe?as moldadas, realizando uma soldadura eficiente dos principais componentes do motor no domínio do fabrico de automóveis e contando com um sistema de monitoriza??o em tempo real para completar a liga??o fiável de materiais de liga de alta resistência no domínio militar. Em compara??o com o processo de soldadura tradicional, o equipamento apresenta vantagens significativas no controlo do consumo de energia e na qualidade da junta, com tecnologia de fus?o multi-sensor, pode satisfazer os requisitos rigorosos de soldadura de precis?o das indústrias aeroespacial, de transito ferroviário e outras, tornando-se o equipamento principal para a produ??o industrial em massa.
Equipamento de soldadura por fric??o
O equipamento de soldadura por fric??o (FSW) é um equipamento de soldadura avan?ado desenvolvido com base no princípio da jun??o em estado sólido, e a sua principal inova??o reside na utiliza??o de uma cabe?a de agita??o especial para conseguir o fluxo de plástico e a liga??o metalúrgica dos materiais. O equipamento é constituído principalmente por um corpo de elevada rigidez, um sistema de acionamento rotativo, um módulo de controlo de temperatura de precis?o e uma unidade de dete??o de posi??o de for?a tridimensional. Através da a??o sinérgica da agulha de agita??o e do ombro do eixo, o processo de soldadura pode ser concluído sem necessidade de fus?o.alumínioA liga??o sem costuras de materiais de elevado ponto de fus?o, como ligas de magnésio e outros materiais de elevado ponto de fus?o. Em compara??o com a soldadura por fric??o tradicional, esta tecnologia melhora significativamente a qualidade da soldadura de chapas finas, realiza a moldagem integrada de pele-esqueleto no domínio aeroespacial e é amplamente utilizada no fabrico de tabuleiros de baterias para veículos de energia nova, com a resistência da costura de soldadura até mais de 95% do material de base. O equipamento mais recente integra orienta??o visual e algoritmos de controlo adaptativos, que podem ajustar dinamicamente os parametros de soldadura e ultrapassar com êxito o estrangulamento da tecnologia de uni?o de materiais dissimilares (por exemplo, alumínio/cobre, alumínio/a?o).






















