
O Guia Definitivo da Tecnologia de Fundi??o Centrífuga: Princípios/Processos/Análise de Aplica??es Industriais
發(fā)布時間:2025-02-23 分類:informa??o pública 瀏覽量:2125
O que é a fundi??o centrífuga?

A fundi??o centrífuga é um processo de forma??o de líquidos em que o metal líquido é vertido para um molde rotativo pela for?a centrífuga gerada pelo molde rotativo (até 150 vezes a for?a da gravidade) e rodado a altas velocidades (normalmente 250 a 1500 r/min) para que preencha o molde e solidifique sob a a??o da for?a centrífuga para formar uma pe?a fundida. Este processo é particularmente adequado para o fabrico de camisas de cilindro de motores marítimos, pe?as aeroespaciais de alta temperatura e outros produtos de condi??es de trabalho difíceis - mais dados medidos mostram que a fundi??o centrífuga alumínio A resistência à tra??o das pe?as é mais de 25% superior à da fundi??o em areia tradicional.
Como funciona a fundi??o centrífuga
O processo de fundi??o centrífuga come?a com a inje??o de metal líquido num molde rotativo e de alta temperatura. Dependendo dos requisitos específicos do projeto, o molde pode ser rodado verticalmente ou horizontalmente.
Durante este processo, a for?a centrífuga distribui uniformemente o metal líquido no interior do molde a uma press?o próxima de várias vezes a for?a da gravidade. Esta press?o aplicada assegura que a pe?a fundida está isenta de fissuras, bem como de micro e macro defeitos. Isto é muito semelhante ao processo convencional de fundi??o sob press?o, que também reduz os defeitos gerais do produto através da aplica??o de press?o.
à medida que o molde é preenchido, o metal líquido mais denso é empurrado contra a parede interna do molde rotativo. Além disso, o metal denso solidifica direcionalmente a partir do centro radial exterior, enquanto as substancias menos densas e as impurezas flutuam para o diametro exterior.
Uma vez concluída a solidifica??o, toda a pe?a é retirada do molde e, em seguida, maquinada para remover quaisquer impurezas deixadas nos bordos da pe?a. O resultado final é um material de alta qualidade, sem vazios ou bolhas internas.
Eis os passos simples do processo básico de fundi??o centrífuga depois de o molde estar preparado:
- O primeiro passo, como em qualquer processo de fundi??o, é aquecer o metal acima do seu ponto de fus?o.
- O segundo passo é rodar o molde em prepara??o para o vazamento. Normalmente, a velocidade de rota??o situa-se entre 300 e 3000 rota??es por minuto, embora a velocidade real dependa das especificidades do projeto.
- Segue-se a fase de vazamento. Este processo é relativamente simples e n?o requer qualquer prepara??o especial, mas é necessário um cuidado extra porque o vazamento ocorre enquanto o molde está a rodar.
- Assim que a fundi??o estiver concluída, o passo seguinte come?a automaticamente. A rota??o n?o só ajuda o processo de arrefecimento, como também gera press?o suficiente no molde para garantir que n?o ocorrem defeitos associados ao processo de fundi??o.
- Após o arrefecimento, o passo seguinte é semelhante a qualquer outro processo de fundi??o. Basta retirar o molde do dispositivo rotativo e remover o material da pe?a fundida.
- Finalmente, o produto final é acabado. A rota??o centrífuga empurra as impurezas do material para as arestas, e a remo??o destas impurezas por maquinagem resulta num produto com a qualidade desejada.
Dois tipos de máquinas de fundi??o centrífuga
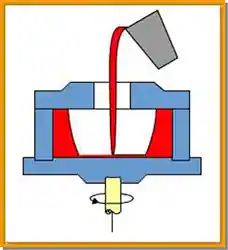
Fundi??o centrífuga vertical
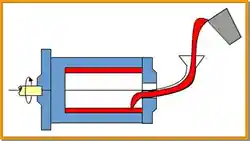
Fundi??o centrífuga horizontal
Fundi??o centrífuga vertical
é utilizada principalmente para a produ??o de pe?as fundidas redondas com uma altura inferior ao diametro, por vezes também é possível vazar pe?as fundidas moldadas com esta máquina de fundi??o centrífuga..Devido à instala??o estável da máquina de fundi??o vertical, é possível utilizar n?o só tipos de metal, mas também tipos n?o metálicos, como areia e conchas de molde fundido.
Fundi??o centrífuga horizontal
é principalmente utilizado para a produ??o de pe?as fundidas de mangas e tubos com comprimentos superiores ao diametro.
Três tipos de fundi??o centrífuga
| tipologia | Caixas de produtos | Ningbo Hexin Craft Breakthrough |
|---|---|---|
| Fundi??o centrífuga verdadeira | Camisa de cilindro diesel (HT300) | Tecnologia de fundi??o de compósitos bimetálicos |
| Fundi??o semi-centrífuga | Discos de trav?o para comboios de alta velocidade (material ADI) | Sistema de arrefecimento de excita??o de ferro frio de grafite |
| centrifuga??o | Corpo da válvula hidráulica (ZL104) | Tecnologia de fundi??o assistida por vácuo |
Caraterísticas da fundi??o centrífuga
(1) As pe?as fundidas s?o cristalizadas sob a a??o da for?a centrífuga, com uma organiza??o densa, sem defeitos, tais como orifícios de retra??o, afrouxamento de retra??o, orifícios de ar, aprisionamento de escória, etc., e boas propriedades mecanicas.
(2) Ao fundir pe?as ocas redondas, o núcleo e o sistema de vazamento podem ser omitidos, simplificando o processo e economizando metal.
(3) para facilitar o fabrico de pe?as fundidas bimetálicas, tais como buchas de a?o fundidas com revestimento de cobre, a superfície de liga??o é forte, resistente ao desgaste, pode poupar liga de cobre.
(4) a rugosidade da superfície interna da fundi??o centrífuga, o tamanho n?o é fácil de controlar, é necessário aumentar a margem de maquina??o para garantir a qualidade das pe?as fundidas e n?o é adequado para a produ??o de uma fácil segrega??o da liga.
Vantagens da fundi??o centrífuga::
(1) Ao produzir pe?as fundidas ocas de corpo rotativo por fundi??o centrífuga, o núcleo, o sistema de vazamento e o riser podem ser omitidos.
(2) Devido à rota??o do metal líquido na for?a centrífuga resultante, a densidade do metal é empurrada para a parede exterior, enquanto a densidade do gás, escória para a superfície livre do movimento livre, a forma??o de solidifica??o direcional do exterior para o interior, de modo que o encolhimento complementar das condi??es, a organiza??o de fundi??o de densas, boas propriedades mecanicas.
(3) para facilitar a fundi??o de casquilhos e ladrilhos "bimetálicos", por exemplo, nos casquilhos de a?o fundir uma fina camada de casquilhos de cobre, pode poupar o cobre mais caro.
(4) Boa capacidade de enchimento.
(5) Elimina??o e redu??o dos consumos nos sistemas de vazamento e nos tubos de subida.
Desvantagens da fundi??o centrífuga:
(1) A superfície livre no interior da pe?a fundida é rugosa, com grandes erros dimensionais e de má qualidade.
(2) N?o é adequado para ligas com elevada densidade de segrega??o (por exemplo, bronze-chumbo) e ligas leves como o alumínio e o magnésio.
Aplica??o de fundi??o centrífuga
A fundi??o centrífuga é utilizada principalmente paraProdu??o em massa de pe?as fundidas para tubos e canosOs produtos podem ser utilizados para produzir uma vasta gama de produtos, tais como tubos de ferro, casquilhos de cobre, revestimentos de cilindros, casquilhos de cobre bimetálicos com suporte de a?o, rolos de a?o resistentes ao calor, tubos de a?o sem costura, tambores de secagem para máquinas de papel, etc., e podem também ser utilizados paraProdu??o de pe?as fundidas para rodascomo as rodas das bombas e os rotores dos motores.
Compara??o entre a fundi??o centrífuga e outros processos de fundi??o
| Método de fundi??o | fundi??o em areia | fundi??o por cera perdida | moldagem de metais | Fundi??o injectada a alta press?o | fundi??o a baixa press?o | fundi??o centrífuga |
| Metais aplicáveis | arbitrariamente | Sem restri??es, predominantemente em a?o fundido | Sem restri??es, principalmente ligas n?o ferrosas | Alumínio, zinco, magnésio e outras ligas de baixo ponto de fus?o | Predominantemente ligas n?o ferrosas, também utilizadas em a?o fundido e ferro fundido | Principalmente ferro fundido e a?o fundido |
| Gama de qualidade de fundi??o | sem restri??es | Geralmente, menos de25 kg | Principalmente pe?as fundidas de pequena e média dimens?o | Geralmente, menos de10 kgAs pe?as fundidas também podem ser utilizadas para pe?as fundidas de tamanho médio. | Principalmente pe?as fundidas de pequena e média dimens?o | sem restri??es |
| volume de produ??o | sem restri??es | Produ??o em lotes e em série, bem como produ??o de pe?as individuais e de pequenos lotes. | Lote, fabrico a granel | Lote, fabrico a granel | Lote, fabrico a granel | Lote, fabrico a granel |
| Tolerancias dimensionais de fundi??o (mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| Rugosidade da superfície de pe?as fundidas | mais áspero | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | Rugosidade da superfície interior |
| Organiza??o de gr?os de fundi??o no estado fundido | gr?o grosso | gr?o grosso | gr?os | De gr?o fino, com muitos poros internos | gr?os | |
| tolerancia (ou seja, erro permitido) | mais antigo | Pouca ou nenhuma transforma??o | poucos | Pouca ou nenhuma transforma??o | comparativamente pequeno | Grandes folgas de maquinagem nas superfícies internas |
| Produtividade (nível geral de mecaniza??o) | Baixa, média | Baixa, média | Médio e elevado | supremo | médio | Médio e elevado |
| Espessura mínima da parede das pe?as vazadas (mm) | 3.0 | em geral0.7 | alumínio2~3 | 0.5~1.0 | habitual2.0 |
FAQproblemas comuns
Q1: Qual é o tamanho máximo das pe?as de fundi??o centrífuga que podem ser processadas?
→ diametro Φ2,5m × comprimento 8m (peso da pe?a única 20 toneladas)
Q2: Como resolver o problema da segrega??o na fundi??o centrífuga?
→ Programa recomendado: ado??oCampo eletromagnético pulsado + arrefecimento por gradienteprocesso composto
Q3: é económico fazer pequenos lotes de ensaio?
→ <50 pe?as recomenda-se a fundi??o em areia, os custos do molde s?o demasiado elevados






















