
摩擦焊工藝全流程深度解析
發布時間:2025-03-08 分類:新聞 瀏覽量:1647
摩擦焊定義
摩擦焊是利用焊件相對摩擦運動產生的熱量來實現材料可靠連接的一種壓力焊方法。其焊接過程是在壓力的作用下,相對運動的待焊材料之間產生摩擦,使界面及其附近溫度升高并達到熱塑性狀態,隨著頂鍛力的作用界面氧化膜破碎,材料發生塑性變形與流動,通過界面元素擴散及再結晶冶金反應而形成接頭。
摩擦焊原理
兩個圓斷面的金屬工件在摩擦焊前,分別夾持在可以旋轉的夾頭和能夠向前移動加壓的夾頭上。焊接開始時,工件1高速旋轉,工件2向工件1方向移動并接觸,施加足夠大的摩擦壓力,開始摩擦加熱過程。摩擦一段時間后,接頭金屬溫度達到焊接溫度,停止工件1的轉動,同時工件2快速移動施加頂鍛壓力,使其產生頂鍛變形,完成焊接。
摩擦焊分類
摩擦焊的方法很多,一般根據焊件的相對運動和工藝特點進行分類,主要方法包括:
- 連續驅動摩擦焊
- 相位控制摩擦焊
- 慣性摩擦焊
- 攪拌摩擦焊
- 嵌入摩擦焊
- 第三體摩擦焊
- 摩擦堆焊
連續摩擦焊
在摩擦壓力的作用下,被焊界面相互接觸,通過相對運動摩擦,使機械能轉變為熱能,利用摩擦熱去除界面的氧化物,在頂鍛力的作用下形成可靠接頭。這是一種普通類型的摩擦焊,在焊接過程中,工件被主軸電機連續驅動,以恒定的轉速旋轉,直至達到規定的摩擦時間或摩擦變形量,工件才立即停止旋轉和頂鍛焊接。
慣性摩擦焊
工件的旋轉端被夾持在飛輪里,焊接過程開始時將飛輪和工件的旋轉端加速到一定轉速,然后飛輪與主電機脫開,工件移動端向前移動開始摩擦加熱。飛輪受摩擦扭矩的制動作用,轉速逐漸降低,當轉速為零時焊接過程結束。
相位摩擦焊
主要用于相對位置有要求的工件,如六方鋼、八方鋼、汽車操縱桿等,要求焊后棱邊對齊、方向對正或相位滿足要求。主要方法有:
- 機械同步相位摩擦焊
- 插銷配合摩擦焊
- 同步驅動摩擦焊
徑向摩擦焊
待焊的管子開有坡口,管內套有芯棒,裝上帶有斜面的旋轉圓環,焊接時圓環旋轉并向兩個管子施加徑向摩擦壓力,摩擦加熱結束后施加頂鍛壓力。
摩擦堆焊
堆焊金屬圓棒高速旋轉,并向母材金屬施加摩擦壓力。由于母材體積大,導熱好,冷卻速度快。使摩擦表面從堆焊金屬和母材的交界面移向堆焊金屬一邊。同時堆焊金屬凝結過渡到母材上形成堆焊焊肉。當母材相對于堆焊金屬棒轉動或者移動時,在母材上就會形成堆焊焊縫。
線性摩擦焊
待焊的兩個工件一個固定,另一個以一定的速度作往復運動,或兩個工件作相對往復運動,在壓力的作用下兩工件的界面摩擦產生熱量,從而實現焊接。
攪拌摩擦焊
將一個耐高溫硬質材料制成的一定形狀的攪拌針旋轉深入到兩被焊材料連接的邊緣處,攪拌頭調整旋轉,在兩焊件連接邊緣產生大量的摩擦熱,從而在連接處產生金屬塑性軟化區,該塑性軟化區在攪拌頭的作用下受到攪拌、擠壓,并隨著攪拌頭的旋轉沿焊縫向后流動,形成塑性金屬流,并在攪拌頭離開后的冷卻過程中,受到擠壓而形成固相焊接接頭。
軌道摩擦焊
軌道摩擦焊是一種新發展起來的焊接方法,主要用于焊接非圓斷面工件。直線軌道摩擦焊工件沿直線軌道,以一定的振幅和頻率保證振動速度達到要求的數值,使焊接表面做相對的反復振動摩擦。圓形軌道摩擦焊工件的每個質點以相同的半徑和轉速,沿圓形軌道使焊接表面做相對的移動摩擦。當接頭加熱到焊接溫度以后,就停止工件的摩擦運動,進行頂焊。
摩擦焊焊接工藝
工藝特點
優點:
- 焊接施工時間短,生產效率高。
- 焊接變形小,焊后尺寸精度高。
- 機械化、自動化程度高,焊接質量穩定。
- 適合各類異種材料的焊接,對常規熔化下不能焊接的鋁-鋼、鋁-銅、鈦-銅、金屬間化合物-鋼等都可以進行焊接。
- 可以實現同直徑、不同直徑的棒材和管材焊接。
- 焊接時不產生煙霧、弧光及有害氣體,不污染環境。
缺點:
1.對非圓形截面焊接較困難,所需設備復雜;對盤狀薄零件和薄壁管件,由于不易夾固,焊接也比較困難。
2.對形狀及組裝位置已經確定的構件,很難實現摩擦焊接。
3.接頭容易產生飛邊,必須焊后進行機械加工。
4.夾緊部位容易產生劃傷或夾持痕跡
摩擦焊接過程
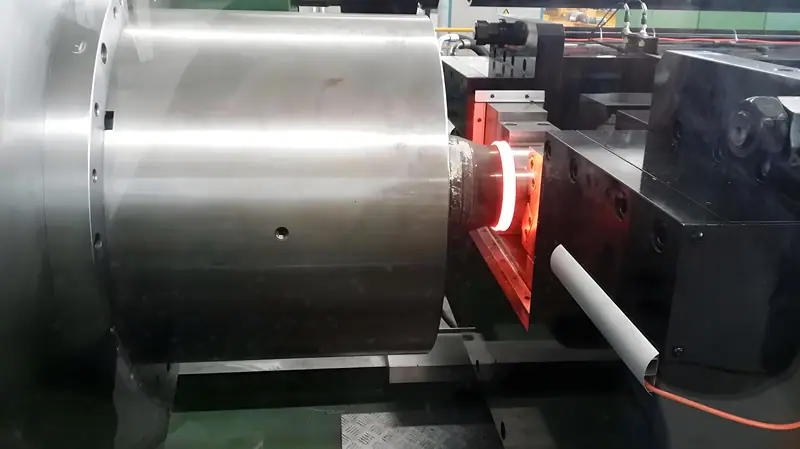
摩擦焊接作為一種高效的固態連接技術,其核心在于利用摩擦熱與機械力實現材料的冶金結合。整個工藝始于工件的精準固定——通常一側的工件被夾具牢牢固定,另一側則與旋轉驅動裝置相連,確保兩者接觸面清潔平整。啟動設備后,旋轉工件在軸向壓力下與靜止件緊密接觸,高速摩擦瞬間在界面產生高溫,熱量迅速滲透至材料內部,使其達到塑性狀態。這一過程中,摩擦不僅破碎了表面的氧化層,更促使金屬晶格發生動態再結晶,形成流動的軟化層。當溫度累積至臨界點時,設備果斷停止旋轉,轉而施加更大的頂鍛壓力,此時軟化材料如同被鍛造般擠壓融合,微觀層面的原子擴散與晶界遷移徹底消除了接合面的缺陷,形成致密無瑕的焊接接頭。冷卻定型后的焊件幾乎無變形,其強度甚至可超越母材。
常見的摩擦焊設備

傳統摩擦焊設備
傳統摩擦焊設備通過機械驅動系統與高精度壓力控制機構實現固態連接,其核心由主軸動力模塊、液壓加壓裝置及智能控制系統構成。設備采用模塊化設計,可靈活適配軸類、管類及異形工件的裝夾需求,在汽車制造領域實現發動機關鍵部件的高效焊接,軍工領域則依托實時監測系統完成高強度合金材料的可靠連接。相較于傳統熔焊工藝,該設備在能耗控制與接頭質量方面具有顯著優勢,配合多傳感器融合技術,可滿足航空航天、軌道交通等行業對精密焊接的嚴苛要求,成為大批量工業化生產的核心裝備。
攪拌摩擦焊設備
攪拌摩擦焊設備(FSW)是基于固態連接原理開發的先進焊接裝備,其核心創新在于采用特制攪拌頭實現材料的塑性流動與冶金結合。設備主要由高剛性機身、旋轉驅動系統、精密控溫模塊及三維力位傳感單元構成,通過攪拌針與軸肩的協同作用,在無需熔化的條件下完成鋁合金、鎂合金等高熔點材料的無縫連接。相較于傳統摩擦焊,該技術顯著提升薄板焊接質量,在航空航天領域實現蒙皮-骨架一體化成型,并廣泛應用于新能源汽車電池托盤制造,焊縫強度可達母材的95%以上。最新設備集成視覺引導與自適應控制算法,可動態調整焊接參數,成功突破異種材料(如鋁/銅、鋁/鋼)的連接技術瓶頸。






















