
鋁合金TIG與MIG焊接工藝全解析:技術(shù)對比、操作要點與行業(yè)應(yīng)用
發(fā)布時間:2025-05-17 分類:新聞 瀏覽量:937
鋁合金焊接的挑戰(zhàn)與重要性
鋁合金 因其輕質(zhì)、高強度和耐腐蝕性,被廣泛應(yīng)用于汽車、航空航天及船舶制造領(lǐng)域。然而,其高導(dǎo)熱性、易氧化特性及熱裂紋敏感性,使得焊接工藝面臨嚴峻挑戰(zhàn)。以新能源汽車電池托盤為例,焊縫需兼具高強度與氣密性,傳統(tǒng)工藝難以滿足需求,而TIG與MIG焊接技術(shù)為此提供了高效解決方案。
鋁合金特點:
密度小:鋁合金的密度比鋼和銅小,約為2.7克/立方厘米,因此鋁合金制品比相同體積的鋼制品輕。
強度高:鋁合金的強度和硬度較高,經(jīng)過熱處理后可顯著提高其強度和硬度。
導(dǎo)電性好:鋁合金的導(dǎo)電性比純銅和鋼好,可用于制造電線電纜等導(dǎo)電材料。
耐腐蝕性好:鋁合金表面容易形成一層致密的氧化膜,具有良好的耐腐蝕性。
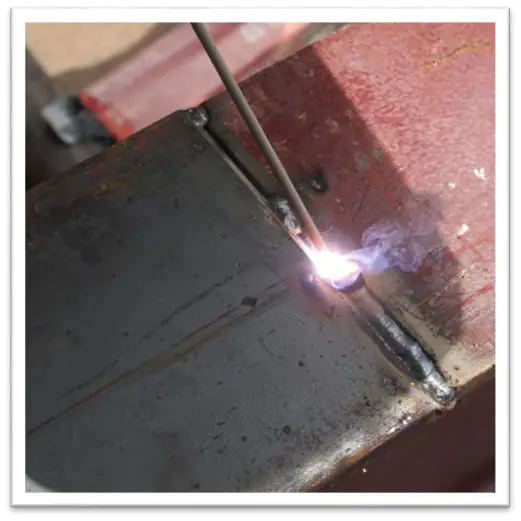
TIG焊接技術(shù)詳解
工藝原理與設(shè)備配置
TIG焊(鎢極惰性氣體保護焊)采用非熔化鎢極,在惰性氣體(氬氣或氦氣)保護下形成熔池。交流TIG焊機通過陰極破碎作用,可有效清除鋁合金表面氧化膜(Al?O?),適合6系(如6061)及5系(如5052)鋁合金焊接。
操作要點與參數(shù)設(shè)置(以6061鋁合金為例)
- 焊前處理:
- 丙酮清洗去除油污,不銹鋼鋼絲刷機械打磨氧化層(禁用砂紙以防碳污染)。
- 焊接參數(shù):
- 電流:80-200A(交流脈沖模式,基值電流占30%)。
- 鎢極:鈰鎢極(直徑2.4mm,尖端磨削30°錐角)。
- 保護氣體:氬氣(純度≥99.99%),流量10-12L/min。
- 填絲選擇:ER4043(硅含量5%,抗裂性好)或ER5356(鎂含量5%,強度高)。
優(yōu)勢與局限性
- 優(yōu)勢:焊縫美觀、無飛濺,適合薄板(1-3mm)及精密部件(如電子散熱器)。
- 局限:焊接速度慢(約0.3m/min),人工成本高。
MIG焊接技術(shù)詳解
工藝原理與設(shè)備選型
MIG焊(熔化極惰性氣體保護焊)采用連續(xù)送絲機制,適合中厚板焊接。推拉式送絲系統(tǒng)可解決鋁合金焊絲(如ER5183)柔軟導(dǎo)致的送絲不暢問題。混合氣體(Ar+He)能提升電弧穩(wěn)定性,減少氣孔。
操作要點與參數(shù)設(shè)置(以5083鋁合金為例)
- 焊前處理:
- 厚板(>10mm)需預(yù)熱至80-120℃(降低熱裂紋風(fēng)險)。
- 坡口設(shè)計:V型坡口(角度60°-70°),鈍邊1-2mm。
- 焊接參數(shù):
- 電流:220-260A(雙脈沖模式,低頻脈沖減少飛濺)。
- 電壓:24-26V,送絲速度8m/min。
- 保護氣體:Ar(80%)+He(20%),流量18-20L/min。
優(yōu)勢與局限性
- 優(yōu)勢:效率高(速度可達1.2m/min),適合汽車底盤等長焊縫批量生產(chǎn)。
- 局限:飛濺控制難(需優(yōu)化脈沖參數(shù)),設(shè)備初期投入高(機器人系統(tǒng)約50萬元)。
TIG vs MIG:工藝選擇指南
| 對比項 | TIG焊接 | MIG焊接 |
|---|---|---|
| 適用厚度 | 1-6mm(薄板) | 3-25mm(中厚板) |
| 焊縫質(zhì)量 | 高精度、無飛濺 | 效率高,飛濺需控制 |
| 成本 | 人工成本占比60% | 設(shè)備與耗材成本占比70% |
| 典型應(yīng)用 | 航空航天蒙皮、電子外殼 | 船舶甲板、汽車結(jié)構(gòu)件 |
焊接缺陷防控與檢測標準
5.1 常見缺陷解決方案
- 氣孔:確保保護氣體純度(氬氣露點≤-50℃),焊前徹底清潔母材。
- 熱裂紋:選擇Mg含量高的ER5356焊絲(Mg/Si>1.5),控制層間溫度<100℃。
- 未熔合:提升電流10%-15%,降低焊接速度至0.8m/min(MIG焊)。
5.2 檢測方法
- 目視檢測(VT):參照ISO 10042標準,檢測焊縫表面裂紋與咬邊。
- X射線檢測(RT):按AWS D1.2要求,氣孔直徑≤1.5mm為合格。
6. 常見問題解答(FAQ)
Q1:TIG焊能否用直流電焊接鋁合金?
- 否!直流TIG無法破碎氧化膜,必須使用交流電。
Q2:MIG焊飛濺多如何解決?
- 改用雙脈沖模式,降低峰值電流(例:從300A降至260A),并提高氦氣比例至30%。
Q3:焊后是否需要熱處理?
- 6系鋁合金(如6061)焊后需固溶處理(530℃×2h水淬+180℃×8h時效),恢復(fù)強度。






















