
鋁合金重力鑄造常見(jiàn)缺陷及預(yù)防措施
發(fā)布時(shí)間:2025-01-21 分類(lèi):新聞 瀏覽量:1688
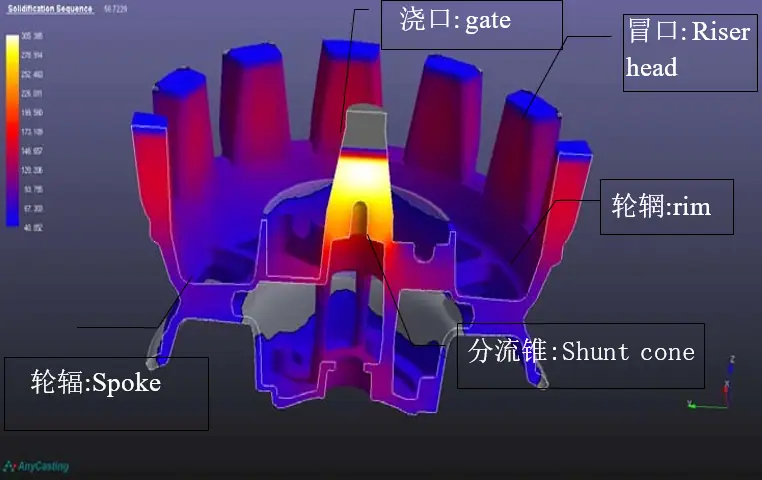
重力鑄造 就是在鑄造過(guò)程中,先凝固的金屬液體因熱脹冷縮產(chǎn)生體積收縮,需靠上部未凝固的金屬液重力來(lái)補(bǔ)充,完成補(bǔ)縮的效果。重力鑄造的凝固方式為順序凝固,就是整個(gè)零件在凝固時(shí)按照一定的次序先后凝固,相對(duì)靠后的凝固位置可以補(bǔ)縮相對(duì)靠前的凝固位置,使最終的鑄造缺陷都集中在最后的冷卻部位(冒口、澆口位置),得到合格的生產(chǎn)鑄件。重力鑄造 鋁合金 輪轂鑄件的凝固順序:
輪輞——輻條——中轂(斜面)——分流錐——澆口(冒口)
鑄造工藝設(shè)計(jì)參數(shù)包括加工余量、工藝余量(冒口等補(bǔ)縮位置)、金屬收縮量(收縮系數(shù))和拔模斜度、冷卻系統(tǒng)(用以保證鑄件的順序凝固)等。
當(dāng)鑄件的凝固順序或工藝設(shè)計(jì)參數(shù)不滿足產(chǎn)品需求時(shí),就會(huì)產(chǎn)生鑄造缺陷,鋁合金鑄件常見(jiàn)的鑄造缺陷及預(yù)防措施有:

1.欠鑄
特征:在鑄件成形過(guò)程中,某些部位填充不完整。
形成原因:
a、鋁液流動(dòng)性不強(qiáng),液體中含氣量高、氧化皮較多;
b、澆注系統(tǒng)不良,內(nèi)澆口截面太小;
c、模具排氣條件不良,排氣不暢、涂料過(guò)多、模溫過(guò)高導(dǎo)致型腔內(nèi)氣壓過(guò)高且不能順利排出。
預(yù)防措施:1、提高鋁液的流動(dòng)性,尤其是精煉和扒渣,適當(dāng)提高模溫或澆鑄溫度(提高澆鑄速度,調(diào)整壁厚余量、開(kāi)設(shè)輔助筋通道);2、增大內(nèi)澆口截面積;3、改善排氣條件,根據(jù)不良現(xiàn)象結(jié)合模具實(shí)際情況,增加溢流槽和排氣線,深凹型腔處增添排氣塞,重新噴涂料,使涂料薄且均勻,并待涂料干燥后再合模生產(chǎn)。
2.裂紋
特征:毛坯被破壞或斷開(kāi),開(kāi)成細(xì)長(zhǎng)紋路,呈不規(guī)則現(xiàn)狀,有穿透和不穿透兩種,在外力作用下呈發(fā)展趨勢(shì),冷、熱裂紋的卻別:冷裂紋處金屬未被氧化,熱裂紋處金屬被氧化。

形成原因:
a、鑄件結(jié)構(gòu)欠合理,收縮受阻,鑄造圓角小;
b、頂出裝置發(fā)生偏移,受力不均;
c、模溫過(guò)高或過(guò)低,開(kāi)模過(guò)程中嚴(yán)重拉傷開(kāi)裂;
d、合金中有害元素超標(biāo),伸長(zhǎng)率下降;
e、排氣不暢;
預(yù)防措施:1、改進(jìn)鑄件結(jié)構(gòu),減少模具壁厚差,增大裂紋部位的圓角或圓弧半徑; 2、修正模具頂出系統(tǒng)及上、下模合模銷(xiāo)、套,保證頂出平穩(wěn); 3、調(diào)整模溫到正常溫度,消除倒拉模和不平整現(xiàn)象,適當(dāng)加大模具的扒模斜度; 4、控制好鋁液成分,尤其是有害元素成分; 5、修整模具的排氣系統(tǒng),保證該部位模具排氣通暢。
3.冷隔
特征:液流對(duì)接或搭接處有痕跡,其交接邊緣圓滑,在外力作用下有繼續(xù)發(fā)展的趨勢(shì)。
形成原因:
a、鋁液流動(dòng)性差;
b、液體分股填充融合不良或流程太長(zhǎng),連接不上;
c、液體(模具)溫度過(guò)低或排氣不足;
預(yù)防措施:1、適當(dāng)提高鋁液溫度和模具溫度,檢查調(diào)整鋁液合金成分; 2、合理布置溢流槽,增加流道,縮短流程,使鋁液充填充分; 3、提高澆鑄速度或提高模具溫度,改善模具排氣系統(tǒng)。
4.氣泡
特征:鑄件表皮下,聚集氣體膨脹所形成的氣泡。
形成原因:
a、模具溫度太高,鋁液溫度過(guò)高;
b、充型速度太快,金屬液在充型過(guò)程中卷入氣體。
c、涂料發(fā)氣量大,噴涂過(guò)多,澆鑄前未揮發(fā)完,氣體被包裹在鑄件表層;
d、排氣不暢;
e、留模時(shí)間不夠,開(kāi)模過(guò)早。
預(yù)防措施:1、修正模具冷卻工藝,冷卻模溫至正常工作溫度;修正熔煉工藝,保證鋁液溫度正常; 2、減緩充型速度,避免渦流包氣(可控制濾網(wǎng)的密度、厚度等); 3、選用發(fā)氣量小得涂料,噴涂薄而均勻的涂料層,徹底干燥揮發(fā)后合模; 4、修正留模時(shí)間,保證充分凝固。

5.氣孔(氣、渣孔)
特征:卷入鑄件內(nèi)部的氣體所形成的形狀規(guī)則、表面較光滑的孔洞。
形成原因:
a、鋁液進(jìn)入型腔,發(fā)生正面沖擊,產(chǎn)生漩渦; b、充型速度過(guò)快,產(chǎn)生滯流;
c、排氣不暢; d、模具型腔位置過(guò)深; e、涂料過(guò)多,填充前未完全干燥揮發(fā);
f、鋁液精煉不良,未完全扒渣;
h、型腔內(nèi)有雜物,過(guò)濾網(wǎng)不符合要求或放置不當(dāng); i、機(jī)械加工余量過(guò)大。
預(yù)防措施:1、采用有利于型腔內(nèi)氣體排出的導(dǎo)流形狀,避免鋁液先封閉分型面上的排溢系統(tǒng); 2、降低鋁液的充型速度(增加濾網(wǎng)密度等方式); 3、在型腔最后填充部位開(kāi)設(shè)溢流槽和排氣道,并避免被鋁液封閉; 4、深腔安裝排氣塞,并采用鑲拼結(jié)構(gòu)增加排氣; 5、用風(fēng)槍清潔型腔,并重新噴涂料,保證涂料用量薄而均勻; 6、液態(tài)金屬除氣后,立即扒渣、澆注,不可停留過(guò)久,以防再吸氣,另外,含鋁的合金盡量不用供品爐熔煉; 7、在滿足需求的情況下,合理調(diào)整產(chǎn)品加工余量。
6.縮孔
特征:鑄件在冷凝過(guò)程中,由于內(nèi)部補(bǔ)償不足所造成的形狀不規(guī)則,表面粗糙的孔洞。

形成原因:
a、鋁液溫度過(guò)高;
b、鑄件結(jié)構(gòu)壁厚不均勻,產(chǎn)生熱節(jié);
c、內(nèi)澆口較小;
d、模具局部溫度偏高。
預(yù)防措施:1、在滿足澆注要求的情況下,適當(dāng)降低鋁液溫度; 2、改進(jìn)鑄件結(jié)構(gòu),消除金屬積聚部位,緩慢過(guò)渡;若無(wú)法更改鑄件結(jié)構(gòu)時(shí),對(duì)局部影響補(bǔ)縮的“冷節(jié)”部位,可在背后四周鉆孔銑槽,然后填充絕熱材料,以增大熱阻,可調(diào)出合理的溫度場(chǎng); 3、對(duì)局部熱結(jié)處應(yīng)采取強(qiáng)制冷卻(可采用局部鑲嵌銅塊等方式),以調(diào)出合理的補(bǔ)縮溫度梯度; 4、增加暗冒口,以利于壓力更好傳遞; 5、調(diào)整模具涂料厚度,控制模具局部溫度。
7.花紋
特征:鑄件表面呈光滑條紋,肉眼可見(jiàn),但用手感覺(jué)不出,顏色與正常基本金屬紋路不同,用砂紙稍擦即無(wú)。
形成原因:
a、充型速度太快;
b、涂料用量太多且不均;
預(yù)防措施:1、降低充型速度;2、涂料用量薄而均勻,遵循中間薄邊緣厚的原則;

8.變形
特征:鑄件幾何形狀與設(shè)計(jì)要求不符的整體變形。
形成原因:
a、鑄件設(shè)計(jì)不良,引起不均勻收縮;
b、開(kāi)模過(guò)早,鑄件剛性不夠;
c、模具扒模斜度過(guò)小,脫模困難;
d、取置鑄件,操作不當(dāng);
e、鑄件冷卻過(guò)快,引起變形。
預(yù)防措施:1、改進(jìn)鑄件結(jié)構(gòu),使壁厚均勻; 2、確定最佳開(kāi)模時(shí)間,增加鑄件剛性; 3、加大鑄件扒模斜度; 4、取放鑄件時(shí),應(yīng)輕取輕放; 5、開(kāi)模后,鑄件應(yīng)放置在空氣中緩慢冷卻。
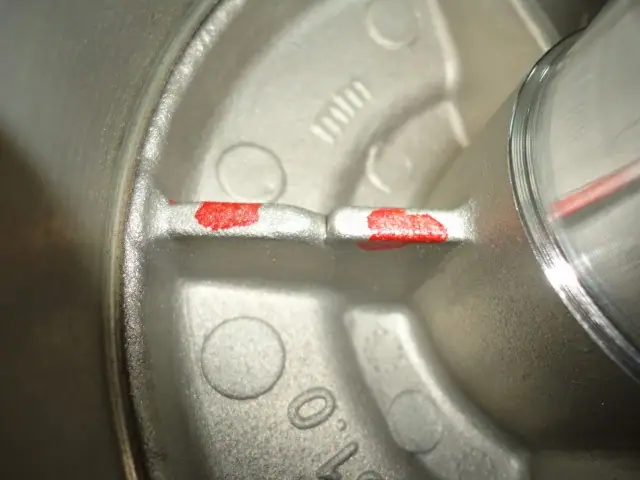
9.縮松
特征:鋁合金鑄件縮松一般產(chǎn)生在內(nèi)澆道附近、冒口根部厚大部位、輪輞壁、輻條的厚薄轉(zhuǎn)接部位、具有大平面的薄壁部位。在鑄坯未經(jīng)過(guò)處理時(shí)斷口為灰色,熱處理后斷口為灰白淺黃或灰黑色,在進(jìn)行 X 光投射時(shí),在 X 光底片上呈云霧狀嚴(yán)重的呈絲網(wǎng)狀,機(jī)加工部位在加工后呈小而分散的針孔。鑄件的縮松可通過(guò)X 光、斷口等檢查方法發(fā)現(xiàn)。
形成原因:
a、冒口補(bǔ)縮作用差; b、爐料含氣量太多; c、內(nèi)澆道附近溫度過(guò)高; d、砂型水分過(guò)多,砂芯未烘干;
e、模具涂料噴涂不當(dāng); f、鑄件在鑄型過(guò)程中充型時(shí)間不當(dāng);h、鋁液溫度過(guò)高,澆注速度過(guò)快。
預(yù)防措施:
1、從冒口部位補(bǔ)充鋁液,改進(jìn)澆口設(shè)計(jì);2、 鋁液的打渣、除氣處理應(yīng)充分徹底;3、 輻條縮松部位設(shè)置冷卻系統(tǒng)或安放冷卻環(huán)塊(如模具鑲嵌銅塊等)等形式降低內(nèi)澆道附近模具溫度;4、 控制型砂水分,保證砂芯烘烤干燥; 5、選擇合適的涂料,制定相應(yīng)的涂料勾兌不理,改變涂料的噴涂方式(澆口越近涂料越薄),對(duì)相關(guān)人員進(jìn)行專(zhuān)業(yè)培訓(xùn);6、 改變鑄件在鑄型中的充型時(shí)間,調(diào)整工藝參數(shù);7、 實(shí)時(shí)監(jiān)測(cè)鋁液溫度,控制澆注速度(增加濾網(wǎng)或改變?yōu)V網(wǎng)的形狀等方式)。
10.錯(cuò)模:
特征:鑄件一部分與另一部分在分型面錯(cuò)開(kāi),發(fā)生相對(duì)偏移。

形成原因:
a、模具鑲塊位移(如四個(gè)滑塊沒(méi)有合模到位);
b、模具導(dǎo)向件磨損(模具合模銷(xiāo)、套磨損);
c、模具制造、裝配精度差。
預(yù)防措施:1、調(diào)整鑲塊,加以緊固; 2、更換導(dǎo)向部件; 3、修正模具,消除誤差。
選擇合適的重力壓鑄服務(wù)提供商
重力鑄造是一種簡(jiǎn)單高效的金屬鑄造工藝,但它仍然需要一定的知識(shí)和經(jīng)驗(yàn)。通過(guò)專(zhuān)業(yè)重力鑄造技術(shù),可以實(shí)現(xiàn)更高的精度和質(zhì)量。因此,選擇像寧波賀鑫這樣的專(zhuān)業(yè)服務(wù)提供商來(lái)外包鑄造需求是更明智的選擇。
在寧波賀鑫,我們的工程師團(tuán)隊(duì)擁有多年重力鑄造經(jīng)驗(yàn),能夠?yàn)槟捻?xiàng)目提供最合適的鑄造工藝建議。作為一家ISO 9001:2015認(rèn)證企業(yè),我們配備了先進(jìn)的鑄造設(shè)備,確保生產(chǎn)出高品質(zhì)的零件。通過(guò)我們的在線平臺(tái)上傳設(shè)計(jì)文件,您將在12小時(shí)內(nèi)獲得精準(zhǔn)報(bào)價(jià)和技術(shù)分析,幫助您更高效地完成項(xiàng)目。
常見(jiàn)問(wèn)題及回答
氣孔缺陷的原因?
排氣不暢、鋁液精煉不良或澆注速度過(guò)快造成。
鋁合金鑄件出現(xiàn)花紋的原因?
花紋一般由于充型速度過(guò)快或涂料噴涂不均造成。
鋁合金鑄件出現(xiàn)裂紋的原因?
裂紋通常由于鑄件結(jié)構(gòu)設(shè)計(jì)不合理、模具溫度不當(dāng)或鋁液中有害元素超標(biāo)引起。
鋁合金重力鑄造中如何避免欠鑄?
提高鋁液的流動(dòng)性(增加鋁水溫度,添加特定元素)、增大內(nèi)澆口截面和改善模具排氣條件(增加排期塞)






















