鋁合金擠壓:原理、工藝優(yōu)化與未來應(yīng)用展望
發(fā)布時間:2024-12-04 分類:新聞 瀏覽量:2018
鋁合金的分類
熟鋁的分類
(a)按合金元素分類
1.×××表示純度99.0%以上的純鋁系鋁件、面板85/KG
2.×××表示鋁-銅合金
3.×××表示鋁-錳合金
4.×××表示鋁-硅合金
5.×××表示鋁-鎂合金(瑞士進口)
6.×××表示鋁-鎂-硅合金 T5 6063 6061
7.×××表示鋁-鋅-鎂合金
8.×××表示上述以外的其他系統(tǒng)的合金
9.×××表示備用分類號
(b)按強化機制分類
1.應(yīng)變硬化鋁合金: 1×××,3×××,4×××,5×××
2.可熱處理強化鋁合金: 2×××,6×××,7×××
鑄鋁合金的分類
| Al (Al含量最小99.0%以上) | 1 ××-× |
| Al-Cu合金 | 2 ××-× |
| Al-Si合金?含Cu和Mg或Mg | 3 ××-× |
| Al-Si合金 | 3 ××-× |
| Al-Mg合金 | 4 ××-× |
| 未使用的系統(tǒng) | 5 ××-× |
| Al-Zn合金 | 7 ××-× |
| Al-Su合金 | 8 ××-× |
鋁擠型(拉鋁)簡介:
A。加工原理:
高溫軟化的鋁錠在鋁擠壓機的強力擠壓下流過鋁擠型模具,成形成符合要求形狀的鋁型材產(chǎn)品。
B。鋁擠型用途及實例:
建材、航太工業(yè)、民生工業(yè)、精密電子、光學零件、汽車、資訊工業(yè)等。
實例: <1>鋁門窗、帷幕墻建材
<2>鐵塔、鐵構(gòu)上之防止墜落裝置
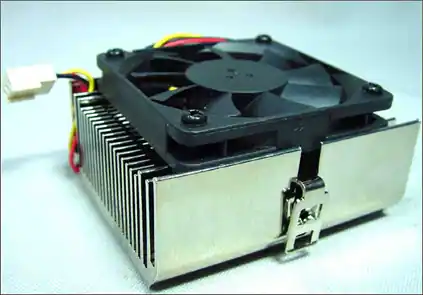
<3>電子部品之散熱片及外觀件
<4>鋁梯
<5>公園、庭院座椅及欄桿
<6>廣告招牌、看板
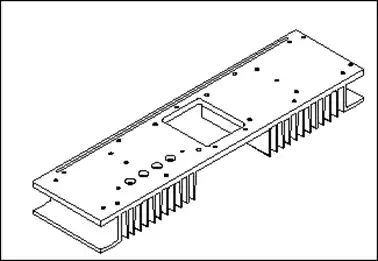
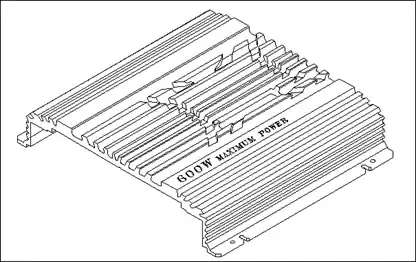
案例一:
汽車,電子部品,電腦CPU等之散熱器

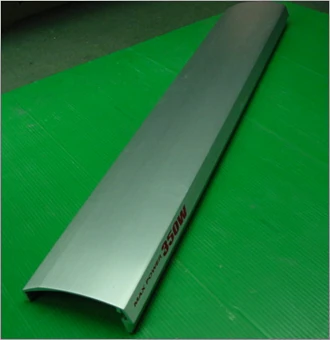
案例二:
音響喇叭管,DVD功放面殼等外觀件產(chǎn)品,現(xiàn)逐漸應(yīng)用到MP4,MP3,手機外殼等小電子產(chǎn)品外殼上面。
鋁擠型常用材質(zhì)
6063鋁擠型: (系屬AL-Mg-Si鍛煉用合金之其中一種材質(zhì))
<1>化學成份(%)
| 硅(Si) | 鐵(Fe) | 銅(Cu) | 錳(Mn) | 鎂(Mg) | 鉻(Cr) | 鋅(Zn) | 鈦(Ti) | 其他元素 | 鋁(Al) | |
| 各項 | 總量 | |||||||||
| 0.20.1ˉ | 0.35ˉ | 0.1ˉ | 0.1ˉ | 0.60.45 | -0.9ˉ | 0.1ˉ | 0.1ˉ | 0.05ˉ | 0.15ˉ | 余額 |
<2>T5熱處理:
指擠型料由高溫擠制過程后冷卻,經(jīng)冷作加工而經(jīng)人工時效硬化處理者。
溶體化處理 520°C 時效 205°C約2小時
<3>6063-T5擠型機械性質(zhì):
| 抗拉強度Kg/mm2 | 降伏強度Kg/mm2 | 伸長率% |
| 15以上 | 11以上 | 8以上 |
<4>以上標準系依據(jù)中國國家標準CN82068及2257
鋁擠型材的制造流程:
配料→熔鑄→成份分析→擠壓成型→制程檢驗→拉直→鋸切→制程檢驗→時效處理→成品檢驗→包裝入庫→出貨
鋁擠型模具簡介
<1>擠型模具區(qū)分為﹕平模/橋模/空心模
<2>模具使用鋼料﹕
1.SKD-61日本高周波 2.日立DAC
3.瑞典ASSB 4.瑞典QRO-90
<3>進料口之設(shè)計﹕
擠模之進料口,系依照盛錠筒大小來決定﹐例:
1500T機臺,使用Φ6“錠-Φ140mm
2350T機臺,使用Φ8“錠- Φ 190mm 、Φ9"-Φ210mm
為了防止鋁錠表面滲入進料口,所以通常進料口每邊至少要比盛錠筒
小10~15mm。
<4>縮水尺寸:
依照擠型實際尺寸加大1%來開模。
設(shè)計概要
A。押出比:
空心模-型材斷面積:盛錠筒斷面積=(40-60):1
實心模則在80-100之間﹐擠型情況比較良好。
B。型材肉厚與合金關(guān)系﹕
| 合金種類 | 擠型外招圓徑 | 擠型所需最小肉厚 |
| 6063 | 0~75mm | 0.85mm |
| 75~100mm | 1.15mm | |
| 100~150mm | 1.60mm | |
| 150~200mm | 2.00mm | |
| 200~250mm | 2.50mm | |
| 6061 | 0~75mm | 1.30mm |
| 75~100mm | 1.60mm | |
| 100~150mm | 2.00mm | |
| 150~200mm | 3.00mm | |
| 200~250mm | 4.80mm |

原材料(鋁錠)及鋁錠加溫
(材料溫度480+/-20度)

擠型模具及模具加溫
(模具溫度470+/-10度,保溫2-4小時)

送料

擠壓
(機器須先升溫380+/-10度)

風淬
(溫度控制在300度以下)

切斷

切斷后
鋁擠型模具簡介
<1>擠型模具區(qū)分為﹕平模/橋模/空心模
<2>模具使用鋼料﹕
1.SKD-61日本高周波 2.日立DAC
3.瑞典ASSB 4.瑞典QRO-90
<3>進料口之設(shè)計﹕
擠模之進料口,系依照盛錠筒大小來決定﹐例:
1500T機臺,使用Φ6“錠-Φ140mm
2350T機臺,使用Φ8“錠- Φ 190mm 、Φ9"-Φ210mm
為了防止鋁錠表面滲入進料口,所以通常進料口每邊至少要比盛錠筒
小10~15mm。
<4>縮水尺寸(Shrink Size):
依照擠型實際尺寸加大1%來開模。
<5>設(shè)計概要:
a。押出比:
空心模-型材斷面積:盛錠筒斷面積=(40-60):1
實心模則在80-100之間﹐擠型情況比較良好。
b。型材肉厚與合金關(guān)系﹕
| 合金種類 | 擠型外招圓徑 | 擠型所需最小肉厚 |
| 6063 | 0~75mm | 0.85mm |
| 75~100mm | 1.15mm | |
| 100~150mm | 1.60mm | |
| 150~200mm | 2.00mm | |
| 200~250mm | 2.50mm | |
| 6061 | 0~75mm | 1.30mm |
| 75~100mm | 1.60mm | |
| 100~150mm | 2.00mm | |
| 150~200mm | 3.00mm | |
| 200~250mm | 4.80mm |

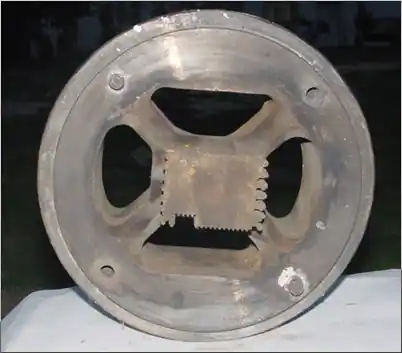
此圖片為一空心鋁擠型的模具圖片。
左上為整套模具,中為上模部分,右為下模部分
鋁型材的硬度
鋁型材常用的材質(zhì)是6063-T5,硬度是通過后續(xù)的時效處理(即熱處理:預(yù)熱3小時,溫度達195±10℃后,保溫3小時再出爐風冷)調(diào)節(jié)控制的。根據(jù)產(chǎn)品后續(xù)的加工工藝,硬度要求見下表:
| 類 型 | 硬 度 |
| 一般擠型 | WB11-13 |
| 需剖溝,銑削加工的擠型 | WB11-13 |
| 孔徑離邊緣較近,沖孔易起凹陷及變形的擠型 | WB5-8 |
| 有沉頭孔,抽拉孔的擠型 | WB8-10 |
| 需折彎成形的鋁板、擠型 | WB5-8 |
| 鋁板1050/1100 | WB5-8 |
| 鋁擠型料為6063-T5 | WB11-13 |
| 鋁擠型料為6061-T6 | WB13-15 |
鋁擠型材料檢驗標準
鋁擠型材來料檢驗標準見下表。手機件鋁型材屬管材類,用專門制作內(nèi)腔治具檢查內(nèi)形尺寸及弧度,外觀面則通過試打磨,氧化來判定。
擠型廠商制程公差能力狀況
| 東 峰 | 金 橋 |
| 厚度公差: 1.5-5 ±0.1 5-10 ±0.15 10以上 ±0.2 外形尺寸公差: 30以下 ±0.15 30-60 ±0.2 60-120 ±0.3 120以上 ±0.4 平坦度: 50以下 0.1 50-100 0.2 100-200 0.3 角度: ±0.5° 擠型孔孔徑公差: ±0.08 擠型孔最小: ?1.3 能開擠型最大范圍: 外接圓200mm內(nèi) | 厚度公差最小: ±0.1 形位公差最小 : ±0.1 外形尺寸: 0-6 ±0.15 6-30 ±0.2 30-120 ±0.3 120-315 ±0.4 315以上 ±0.5 平坦度: 50以下 0.1 50-200 0.2 200以上 0.25-0.3 角度: ±0.5° 擠型孔孔徑公差: ±0.08 擠型孔最小: ?1.6 能開擠型最大范圍: 對角線310mm范圍內(nèi) |
鋁擠型設(shè)計注意事項
<1>擠型模具區(qū)分為﹕平模/橋模/空心模
<1>。公差制定要充分考量廠商制作能力,因鋁擠型是在熱壓狀況下成型出模的,產(chǎn)品的公差相對膠件,五金件要大,見上表。
<2>。材料厚度最不宜太薄﹐原則上以0.8mm以上﹐變形量較少,擠型狀況較佳,有量產(chǎn)性。
<3>。空心管料厚差別不能太大,一般不大于4倍,否則模具較難修整及擠壓。
<4>。正式開模前,須提供詳盡的表面工藝效果,因表面處理工藝影響前期擠型模合模線的確定,影響擠型模,五金沖模模具尺寸的取值(噴油會使產(chǎn)品孔徑變小,外形變大,內(nèi)腔變窄,而氧化則相反;噴砂則可造成產(chǎn)品孔徑變大,本體薄,或者導(dǎo)致產(chǎn)品變形;拉絲工藝則要考慮材料留出余量)
<5>。擠型材料做不到絕對的尖角,設(shè)計上的尖角棱線鋁型材會有0。3左右的R角,經(jīng)后續(xù)的拋光,氧化,噴油等工藝,R角會達到0。4左右。
<6>。鋁擠型之空心與實心部位比例不得過于懸殊﹐或偏移過大,具體依實際結(jié)構(gòu)而定。
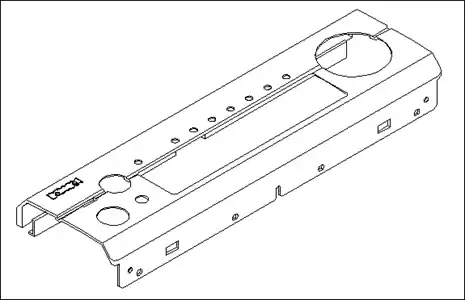
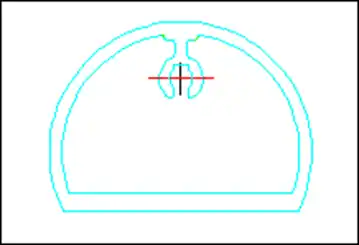
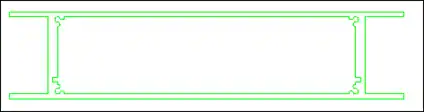
<7>。常見的空心模結(jié)構(gòu):
右圖所示空心管,目前料厚最薄可做到0。7,具體依結(jié)構(gòu)形狀尺寸而定

左圖所示空心管,四條筋筋的寬度一般在一個料厚左右,不能太寬,太寬會導(dǎo)致外觀面產(chǎn)生凹印及水紋,具體依結(jié)構(gòu)形狀尺寸而定
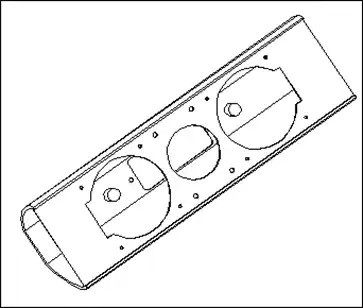
右圖所示空心管,屬喇叭管常用結(jié)構(gòu),通過在圓柱上攻牙固定其它配件,但圓柱尺寸相對要求要大,不適合用于手機件和MP3等小件產(chǎn)品
左圖空心管,也屬喇叭管常用結(jié)構(gòu),異形圓孔可插入一導(dǎo)軌件,導(dǎo)正其它配件
右圖所示空心管,也屬喇叭管常用結(jié)構(gòu),圓孔可直接攻牙,或插入鉚緊圓鋼柱,固定或?qū)д渌浼?/p>
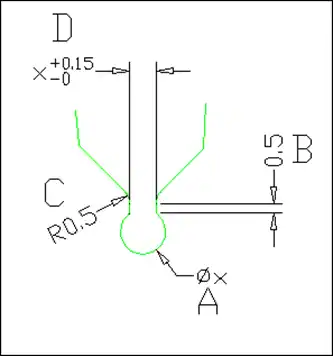
<8>。擠型孔設(shè)計注意事項
以右圖擠型孔標注為例
A處示:擠型孔(鉚PIN或裝螺絲)之孔徑最小直徑參考值為1。3(不同廠商不同機臺噸位最小值不一樣,具體依形狀結(jié)構(gòu)而定),孔公差帶至少要0。15范圍;
B處示:須留出壁厚,壁厚值一般為0.5左右,不可太少,以防止螺絲或PIN打下后膨脹,往外讓
C處示:此處加R角R0.5左右,利于擠型模壽命及材料流動;
D處示:此處尺寸需考量擠型廠商的制作可行性,公差可取上限, A處為?2.0時,需取1.2-1.5mm,A處為?1.5時需取0.8-1.0mm
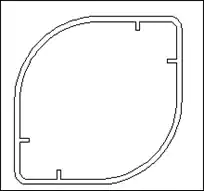
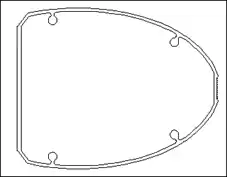
空心模的模具進料口
<9>。鋁擠型空心模的合模線問題:
如圖片所示,空心模結(jié)構(gòu)的產(chǎn)品材料是從四個或二個(根據(jù)產(chǎn)品大小來定)進料口擠壓進料的,四股材料在模具里面最終融為一體,但在四股材料融合處會產(chǎn)生一條暗線,稱合模線。合模線處材質(zhì)易產(chǎn)生氣泡,水紋,雜質(zhì)等外觀不良。
對于表面處理為研磨,氧化類的外觀空心管類產(chǎn)品(喇叭管,MP3外殼等),因其外觀要求,在開擠型模時應(yīng)先溝通確認好合模線位置及重要外觀保護面和一般外觀面,以便擠型廠商開模時將合模線安排在非外觀面和次要外觀面,以及我司打磨加工時采用特別加工手法以盡量減少和消除合模線的痕跡。
鋁擠型表面處理工藝
鋁擠型的后加工工藝與鋁板金件的加工工藝可完全通用。
鋁擠型內(nèi)置件產(chǎn)品一般采用脫脂清洗工藝;外觀件工藝有拉絲,噴砂,氧化,高光,絲印,激光,噴油,二次氧化等

拉(細)絲+噴砂+氧化+絲印