
低壓壓鑄原理和應用
發布時間:2025-01-07 分類:新聞 瀏覽量:4516
什么是低壓壓鑄?
鋁低壓壓鑄(LPDC)是使液體金屬在壓力作用下完成充填型腔及凝固過程二獲得鑄件的一種鑄造方法。由于存在一定的壓力但是遠低于 高壓壓鑄 的壓力(最高壓力也僅為高壓壓鑄的1%),低壓壓鑄壓力范圍在(20~60kPa),有于其作用壓力小速度慢,也能夠制造比較復雜的內部中空的產品(空心部分需要砂芯后續再將其去除所以被稱為低壓砂型鑄造),其作用原理更接近鋁鑄造,故而也被稱之為鋁低壓澆鑄.
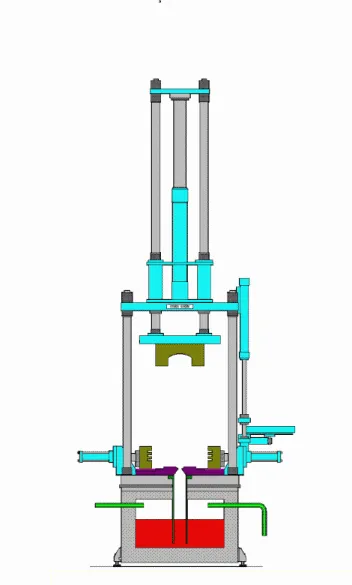
低壓壓鑄工藝過程:在不透氣的坩堝中,通過管道通入被壓縮過的干燥氣體,融化鋁液在氣體壓力的作用下,沿升液管(坩堝中間的管道)通過模具澆口平穩地進入型腔,保持坩堝內液面上的氣體壓力,保持一定時間壓力等低壓模具型腔內產品凝固,然后解除坩堝內液面上的氣體壓力,使升液管中未凝固的金屬液流回坩堝,通過 低壓鑄造 機打開模具取出低壓鋁鑄件。由于低壓鑄造的鑄造方向為逆 重力鑄造 又被稱為反重力低壓鑄造.

低壓鑄造的歷史
在二十世紀初,已經有國家陸續開始研究低壓澆鑄工藝,英國E.H.Lake是第一個登記了關于 鋁合金 低壓鑄造專利的公司,法國人首先在鋁合金鑄造生產中的推廣和使用。
第二次世界大戰爆發后,航空軍工業等制造業有了進一步的發展,應該將低壓鑄造工藝廣泛的用于高要求的航空發動機系統鋁合金零部件,大批量的生產鋁合鑄件,北美采用鋁合金低壓澆鑄技術廣泛的用于汽車零部件,電機外殼等鑄件的制造。這樣,低壓鑄造工藝迅速擴散到通用機械、紡織機械、儀表和商業產品的領域。
中國從二十世紀五十年代開始研究低壓鑄造,但發展一直比較緩慢。隨著汽車工業的發展,和大量新技術的采用,在上世紀末和本世紀初,低壓鑄造在中國得到快速發展,國產低壓鑄造機的功能和性能,及使用的穩定性和可靠性已經接近或達到國際先進水平,被大量用于汽車輪轂、汽車缸蓋等鑄件的生產。
低壓壓鑄模具材料選擇
低壓壓鑄模又被稱為低壓永久模具,采用金屬型腔制造的模具,可以用翻砂模具(球墨鑄鐵),模具鋼模具(p20,#45,H13等耐熱模具鋼),制作。不同的模具有不同的模具壽命,普通的翻砂模具壽命大概在2000-5000模,調制后的#45號壽命能夠做到5000-10000+模,普通做過真空熱處理的h13能夠達到30000模左右的壽命。好一點的甚至能夠做到50000模乃至100000模。
關于低壓壓鑄的優缺點
低壓鑄造優點
- 1、低壓壓鑄鋁液流動速度慢,雜物卷入少,通過改變加壓速度,熔湯靠層流進行充填.
- 2、采用底注式充型,金屬液充型平穩,無飛濺現象,可避免卷入氣體及對型壁和型芯的沖刷,采用提高了鑄件的合格率。
- 3、低壓壓鑄機生產廠家生產的鋁合金產品在壓力下結晶,低壓壓鑄產品組織致密、輪廓清晰、表面光潔,力學性能較高,對于大薄壁件的鑄造尤為有利。
- 4、可以改變低壓鑄造工藝加壓速度,熔湯靠層流進行充填。
- 5、低壓鋁鑄件材料的使用范圍廣。?
低壓壓鑄的缺點
- 1、生產效率低下,更重力壓鑄,高壓壓鑄相比較。高壓壓鑄>重力壓鑄>低壓壓鑄
- 2、鑄造周期長,生產性差。為了維持方向性凝固和熔湯流動性,模溫較高,凝固速度慢。
- 3、?靠近澆口低壓壓鑄鋁組織較粗,下型面的機械性能不高,需要全面的嚴密的管理(溫度、壓力等)?。
- 4、模具成本高,低壓鑄造模具 為金屬模具壽命非 砂鑄 一次性鑄造,被稱為“低壓永久模鑄造”
- 5、設備費用較高。低壓鑄造機的價格相對于重力澆鑄機,翻砂鑄造來說是一筆不小的投入.
低壓鑄鋁材質選擇
低壓鑄造主要應用在有色合金鑄造領域,常見的鋁合金、鎂合金等輕合金鑄件。其中鋁合金的應用最為的廣泛,通常我們講的低壓壓鑄泛指鋁合金低壓鑄造.常見的鋁合金材料有:
- 鋁硅合金:鋁硅合金含硅約11%,加少量銅、鐵、鎳增強度,常用于低壓鑄造。
- 鋁銅合金:一種比較堅硬的鋁合金,鋁銅合金含銅3%,是最早鑄鋁材。室溫高溫力學性能高,鑄造易,切削佳,耐熱優。
- 鋁鎂合金:強度高、硬度大、耐熱好,是制造優質零部件的優選。其焊接性佳、耐蝕性強,適合制造對顏色和表面質量要求高的零部件。
- 鋁鎂硅合金:強度高、剛度大,耐熱性和機械性能優,是制造優質零部件和工業設備的理想材料。在低壓鑄造中應用廣泛,A380、A356鋁合金在低壓鑄造中尤為常見。
應用范圍
低壓鑄造的應用范圍相當廣泛,特別適用于對鑄件質量有較高要求的領域。特別是在制造業發達的中國,為了能給客戶提供更加,廉價好用的鋁合金鑄件,OEM,ODM,批量定制化的鋁合金產品。鋁低壓鑄造廠將其應用在:

立即試用 HeXin!
- 汽車工業:汽車業里,低壓澆鑄造 輪轂 、缸體、缸蓋、活塞、變速箱殼,需耐高溫高壓,低壓澆鑄保部件致密、性能佳。
- 航空航天:鑄件抗極端環境,低壓壓鑄出高精鋁合金、鎂合金鑄件,用于發動機部件、機身結構。
- 機械制造:生產各種復雜的機械零件和部件,如 齒輪 、軸承座、泵體等。
- 電子電器:生產散熱器、 電機殼體 等部件。
常見問題(FAQs)
鋁低壓壓鑄和高壓壓鑄有啥區別?
鋁低壓壓鑄是是一種緩慢鑄造的方式,而高壓壓鑄是一種高速高壓的鑄造方式,雖然都是壓力鑄造的一種形式但是,高壓壓鑄的產品更加的脆,低壓鑄造的產品性能更接近重力鑄造(低壓壓鑄又被稱之為反重力鑄造)也能進行熱處理,鋁的應更為的廣泛.高壓壓鑄生產效率高,速度快,低壓鑄造的效率比較低較為緩慢.
低壓壓鑄適合批量生產么?
適合,雖然低壓壓鑄效率相對高壓壓鑄較低但也能達到(24小時200模-300模),遠高于翻砂鑄造,自動化程度高,鋁的利用高,產品穩定性高。
相較于重力鑄造低壓鑄造產品合格率更高么?
是的,雖然被稱為低壓壓鑄,但其流速慢,壓力小更接近重力鑄造,但是其自動化程度高,壓力(20~60kPa)雖低于壓鑄但是大于重力,所以產品生產比較穩定。






















