
Reibschwei?verfahren - eingehende Analyse des gesamten Prozesses
發布時間:2025-03-08 分類:Nachrichten 瀏覽量:1655
Definition des Reibschwei?ens
Reibschwei?en ist die Verwendung von relativen Reibung Bewegung der Schwei?naht, um die W?rme, die durch die relative Reibung des Materials, um eine zuverl?ssige Verbindung von einer Druckschwei?verfahren zu erreichen. Das Schwei?en ist unter der Einwirkung von Druck, die relative Bewegung des Materials zwischen der Reibung geschwei?t werden, so dass die Schnittstelle und die in der N?he Temperatur steigt und erreicht einen thermoplastischen Zustand, mit der Rolle der oberen Schmieden Kraft Grenzfl?che Oxidation Film gebrochen, das Material erf?hrt plastische Verformung und flie?en, durch die Schnittstelle der Elemente der Diffusion und Rekristallisation der metallurgischen Reaktion und die Bildung von Gelenken.
Prinzip des Reibschwei?ens
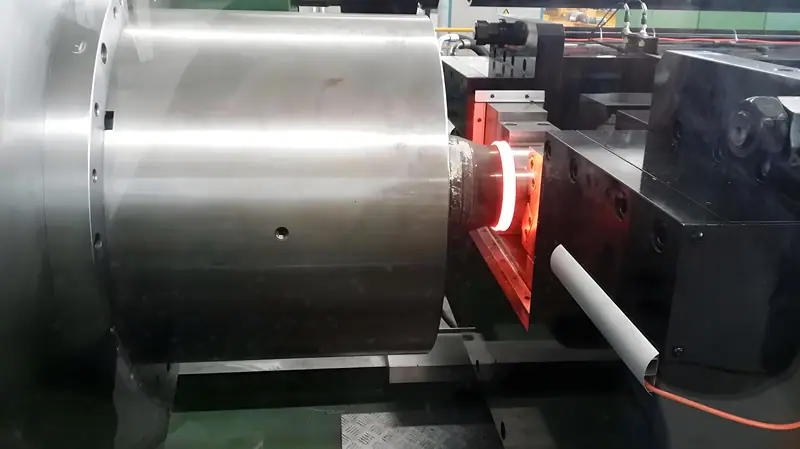
Zwei metallische Werkstücke mit kreisf?rmigem Querschnitt werden vor dem Reibschwei?en in ein drehbares und ein vorw?rts bewegliches, druckbeaufschlagtes Spannfutter eingespannt. Zu Beginn des Schwei?ens wird das Werkstück 1 mit hoher Geschwindigkeit gedreht, das Werkstück 2 in Richtung des Werkstücks 1 bewegt und kontaktiert, und es wird ein ausreichend gro?er Reibungsdruck ausgeübt, um den Reibungserw?rmungsprozess zu starten. Nach einer gewissen Zeit der Reibung erreicht die Temperatur des Verbindungsmetalls die Schwei?temperatur, die Drehung des Werkstücks 1 wird gestoppt, und gleichzeitig bewegt sich das Werkstück 2 schnell, um den oberen Schmiededruck anzuwenden, so dass es die obere Schmiedeverformung erzeugt und das Schwei?en abschlie?t.
Klassifizierung des Reibschwei?ens
Es gibt zahlreiche Methoden des Reibschwei?ens, die im Allgemeinen nach der relativen Bewegung des Schwei?teils und den Merkmalen des Prozesses eingeteilt werden, zu den wichtigsten geh?ren:
- Reibschwei?en mit kontinuierlichem Antrieb
- Phasengesteuertes Reibschwei?en
- Tr?gheitsreibschwei?en
- Rührreibschwei?en
- Eingebettetes Reibschwei?en
- Reibschwei?en des dritten K?rpers
- Reibungshüllen
Kontinuierliches Reibschwei?en
Unter der Wirkung von Reibungsdruck kommen die geschwei?ten Schnittstellen miteinander in Kontakt, Reibung durch relative Bewegung, so dass mechanische Energie in W?rmeenergie umgewandelt wird, die Reibungsw?rme wird verwendet, um die Oxide an den Schnittstellen zu entfernen, und eine zuverl?ssige Verbindung wird unter der Wirkung der oberen Schmiedekraft gebildet. Dies ist eine gemeinsame Art von Reibung Schwei?en, in den Schwei?prozess, das Werkstück wird kontinuierlich durch den Spindelmotor angetrieben, mit einer konstanten Geschwindigkeit drehen, bis es die angegebene Reibung Zeit oder Reibung Verformung erreicht, das Werkstück sofort aufh?rt zu drehen und oben Schmieden Schwei?en.
Tr?gheitsreibschwei?en
Das rotierende Ende des Werkstücks wird in das Schwungrad eingespannt, und der Schwei?vorgang beginnt, indem das Schwungrad und das rotierende Ende des Werkstücks auf eine bestimmte Drehzahl beschleunigt werden, dann wird das Schwungrad vom Hauptmotor abgekoppelt und das bewegliche Ende des Werkstücks bewegt sich vorw?rts, um die Reibungserw?rmung zu starten. Das Schwungrad wird durch das Reibungsmoment gebremst, die Geschwindigkeit wird allm?hlich reduziert und der Schwei?vorgang endet, wenn die Geschwindigkeit gleich Null ist.
Phasenreibungsschwei?en
Vor allem für die relative Position Anforderungen des Werkstücks, wie sechseckigen Stahl, achteckigen Stahl, Automobil-Joysticks, etc. verwendet, erfordert, dass die Zinken nach dem Schwei?en ausgerichtet sind, die Richtung der rechten oder Phase, um die Anforderungen zu erfüllen. Die wichtigsten Methoden sind:
- Mechanisch synchronisiertes Phasenreibungsschwei?en
- Pin Fitting Reibschwei?en
- Reibschwei?en mit synchronisiertem Antrieb
Radiales Reibschwei?en
Das zu schwei?ende Rohr ist abgeschr?gt, mit einem Dorn im Inneren des Rohrs, der mit einem rotierenden Ring mit abgeschr?gter Oberfl?che versehen ist, der sich dreht und w?hrend des Schwei?ens radialen Reibungsdruck auf die beiden Rohre ausübt, und der obere Schmiededruck wird am Ende der Reibungserw?rmung ausgeübt.
Reibungshüllen
Der Rundstab des Hüllmetalls rotiert mit hoher Geschwindigkeit und übt Reibungsdruck auf das Grundmetall aus. Aufgrund des gro?en Volumens des Grundmetalls ist die W?rmeleitf?higkeit gut und die Abkühlungsgeschwindigkeit schnell. Dadurch wird die Reibungsfl?che von der Schnittstelle zwischen Plattierungsmetall und Grundmetall auf die Seite des Plattierungsmetalls verlagert. Gleichzeitig verdichtet sich das Plattierungsmetall und geht in das Grundmetall über, um ein Plattierungsschwei?fleisch zu bilden. Wenn sich das unedle Metall dreht oder sich relativ zum beschichteten Metallstab bewegt, bildet sich auf dem unedlen Metall eine Auftragschwei?ung.
lineares Reibschwei?en
Zwei Werkstücke geschwei?t werden, eine feste, eine andere mit einer bestimmten Geschwindigkeit für die Hin-und Her-Bewegung, oder zwei Werkstücke für die relative Hin-und Her-Bewegung, unter der Wirkung der Druck der beiden Werkstücke der Schnittstelle Reibung erzeugt W?rme, um so zu erreichen Schwei?en.
Rührreibschwei?en
Wird ein hochtemperaturbest?ndiges hartes Material aus einer bestimmten Form der Rührnadel rotierenden tief in die beiden geschwei?ten Materialien an den Rand des Rührkopfes verbunden, um die Drehung der beiden Schwei?teile an den Rand einer gro?en Menge von Reibungsw?rme, die im Zusammenhang mit der plastischen Erweichung des Metalls im Bereich der plastischen Erweichung der plastischen Erweichung des Bereichs in der Rührkopf unter der Wirkung des Rührens, Extrusion, und mit dem Rührkopf der rotierenden entlang der Schwei?naht zu flie?en rückw?rts, um eine Kunststoff-Metall-Fluss zu bilden, und Rühren der Kopf weg von der Kühlung und Extrusion und Bildung von Festphasen-Schwei?verbindungen. Die plastisch erweichte Zone wird unter der Einwirkung des Rührkopfes gerührt und gepresst und flie?t mit der Rotation des Rührkopfes entlang der Schwei?naht zurück, um einen plastischen Metallfluss zu bilden, und wird im Abkühlungsprozess nach dem Abgang des Rührkopfes gepresst, um eine Festphasen-Schwei?verbindung zu bilden.
Orbitales Reibschwei?en
Orbitales Reibschwei?en ist ein neu entwickeltes Schwei?verfahren, das haupts?chlich zum Schwei?en von Werkstücken mit unrundem Querschnitt verwendet wird. Linear Orbital Reibung Schwei?en Werkstück entlang einer geraden Spur, mit einer bestimmten Amplitude und Frequenz, um sicherzustellen, dass die Schwingungsgeschwindigkeit, um den erforderlichen Wert zu erreichen, so dass die Schwei?fl?che zu tun relative wiederholte Vibration Reibung. Kreisbahn Reibschwei?en Werkstück jeder Masse mit dem gleichen Radius und Geschwindigkeit, entlang der kreisf?rmigen Umlaufbahn, um die Schwei?fl?che, um die relative Bewegung der Reibung zu tun. Wenn das Gelenk auf die Schwei?temperatur erhitzt wird, wird die Reibbewegung des Werkstücks gestoppt und das Schwei?en von oben durchgeführt.
Reibschwei?verfahren
Prozessmerkmale
Blickwinkel:
- Kurze Schwei?zeit und hohe Produktivit?t.
- Geringer Schwei?verzug, hohe Ma?haltigkeit nach dem Schwei?en.
- Hoher Grad an Mechanisierung und Automatisierung, stabile Schwei?qualit?t.
- Es eignet sich zum Schwei?en aller Arten von ungleichen Materialien und kann Aluminium-Stahl, Aluminium-Kupfer, Titan-Kupfer, intermetallische Verbindungen-Stahl usw. schwei?en, die mit herk?mmlichen Schmelzverfahren nicht geschwei?t werden k?nnen.
- Das Schwei?en von St?ben und Rohren mit gleichem und unterschiedlichem Durchmesser ist m?glich.
- Beim Schwei?en entstehen kein Rauch, kein Lichtbogenlicht und keine sch?dlichen Gase, und die Umwelt wird nicht verschmutzt.
Benachteiligungen.
1) Es ist schwieriger, nicht kreisf?rmige Querschnitte zu schwei?en, und die erforderliche Ausrüstung ist kompliziert; es ist auch schwieriger, scheibenf?rmige dünne Teile und dünnwandige Rohrformstücke zu schwei?en, weil sie nicht leicht zu spannen sind.
2) Das Reibschwei?en ist bei Bauteilen, deren Form und Einbaulage bereits festgelegt sind, nur schwer zu realisieren.
(3) Die Verbindungen sind anf?llig für Reibung und müssen nach dem Schwei?en bearbeitet werden.
4. das Klemmteil kann leicht Kratzer oder Klemmspuren verursachen
Reibschwei?verfahren
Das Reibschwei?en ist eine hocheffiziente Festk?rperverbindungstechnik, bei der die metallurgische Verbindung von Werkstoffen durch Reibungsw?rme und mechanische Kr?fte im Mittelpunkt steht. Das Verfahren beginnt mit der pr?zisen Fixierung des Werkstücks - in der Regel wird eine Seite des Werkstücks sicher in einer Vorrichtung gehalten, w?hrend die andere Seite mit einem Drehantrieb verbunden ist, um sicherzustellen, dass die Kontaktfl?chen sauber und eben sind. Beim Einschalten der Maschine kommt das rotierende Werkstück unter axialem Druck in engen Kontakt mit dem feststehenden Teil, und die Hochgeschwindigkeitsreibung erzeugt sofort hohe Temperaturen an der Schnittstelle, die schnell in das Material eindringen und es in einen plastischen Zustand bringen. Bei diesem Vorgang wird durch die Reibung nicht nur die Oxidschicht auf der Oberfl?che abgebaut, sondern auch das Metallgitter dynamisch rekristallisiert, wodurch eine flie?ende, erweichte Schicht entsteht. Wenn die Temperatur den kritischen Punkt erreicht hat, stoppt das Ger?t die Drehung und übt einen gr??eren Druck auf das obere Schmiedeteil aus. Zu diesem Zeitpunkt ist das erweichte Material wie beim Strangpressen geschmiedet, die mikroskopische Ebene der atomaren Diffusion und der Korngrenzenwanderung beseitigt vollst?ndig die Defekte der Verbindungsoberfl?che und es entstehen dichte und makellose Schwei?n?hte. Nach Abkühlung und Formgebung ist die Schwei?naht praktisch verformungsfrei und ihre Festigkeit kann sogar die des Grundmaterials übertreffen.
Gemeinsame Ausrüstung für das Reibschwei?en

Konventionelle Reibschwei?ger?te
Herk?mmliche Reibschwei?ger?te sind über ein mechanisches Antriebssystem fest mit einem hochpr?zisen Druckregelmechanismus verbunden, dessen Kern aus einem Spindelleistungsmodul, einer hydraulischen Druckvorrichtung und einem intelligenten Steuerungssystem besteht. Die Anlage ist modular aufgebaut und kann flexibel an die Spannanforderungen von Wellen, Rohren und geformten Werkstücken angepasst werden. Sie erm?glicht ein effizientes Schwei?en von wichtigen Motorkomponenten im Automobilbau und stützt sich auf ein Echtzeit-überwachungssystem, um die zuverl?ssige Verbindung von hochfesten Legierungen im milit?rischen Bereich herzustellen. Verglichen mit dem traditionellen Schwei?verfahren hat das Ger?t erhebliche Vorteile bei der Kontrolle des Energieverbrauchs und der Verbindungsqualit?t, mit Multi-Sensor-Fusionstechnologie, kann die Luft-und Raumfahrt, Schienenverkehr und anderen Branchen auf die strengen Anforderungen der Pr?zisionsschwei?en zu erfüllen, zu den wichtigsten Ger?ten für die industrielle Massenproduktion.
Ausrüstung für das Rührreibschwei?en
Reibrührschwei?ger?te (Friction Stir Welding, FSW) sind fortschrittliche Schwei?ger?te, die nach dem Prinzip des Festk?rperfügens entwickelt wurden. Ihre Kerninnovation liegt in der Verwendung eines speziellen Rührkopfes, mit dem ein plastisches Flie?en und eine metallurgische Verbindung der Materialien erreicht wird. Das Ger?t besteht im Wesentlichen aus einem hochfesten Geh?use, einem Drehantriebssystem, einem pr?zisen Temperaturregelungsmodul und einer dreidimensionalen Kraft-Positionsmesseinheit. Durch die synergetische Wirkung der Rührnadel und der Wellenschulter kann der Schwei?vorgang ohne Schmelzen durchgeführt werden.AluminiumNahtlose Verbindung von Materialien mit hohem Schmelzpunkt wie Magnesiumlegierungen und anderen Materialien mit hohem Schmelzpunkt. Im Vergleich zum herk?mmlichen Reibschwei?en verbessert diese Technologie die Schwei?qualit?t von dünnen Blechen erheblich, erm?glicht das integrierte Formen von Haut und Skelett in der Luft- und Raumfahrt und wird h?ufig bei der Herstellung von Batterietr?gern für neue Energiefahrzeuge eingesetzt, wobei die Schwei?naht eine Festigkeit von mehr als 95% des Grundmaterials erreicht. Die neueste Anlage verfügt über ein Bildverarbeitungssystem und adaptive Steuerungsalgorithmen, mit denen die Schwei?parameter dynamisch angepasst werden k?nnen, um den Engpass bei der Fügetechnik für ungleiche Werkstoffe (z. B. Aluminium/Kupfer, Aluminium/Stahl) erfolgreich zu überwinden.






















