
Semi-Solid-Metallgussverfahren
發布時間:2024-08-03 分類:Nachrichten 瀏覽量:3162
1. übersicht
1971 erfanden D.B. Spencer und M.C. Flemings vom Massachusetts Institute of Technology ein neues Rührgie?verfahren, d.h. die Verwendung eines mechanischen Rührwerks mit zwei rotierenden Zylindern zur Herstellung einer rheologischen Sr15%-Pb-Aufschl?mmung, da die Technologie des halbfesten Metallgusses (SSM) seit mehr als 20 Jahren erforscht und entwickelt wird. Die durch Rührgie?en hergestellten Legierungen sind allgemein als nicht-dendritische Organisationslegierungen oder als teilerstarrte Gusslegierungen (PSCA) bekannt. Die Produkte, die mit dieser Technologie hergestellt werden, sind aufgrund ihrer hohen Qualit?t, ihrer hohen Leistung und ihrer hohen Legierungseigenschaften von gro?er Bedeutung. Neben Anwendungen für milit?rische Ausrüstungen konzentrierte man sich zun?chst vor allem auf Schlüsselkomponenten für Automobile, z. B. für Autor?der, mit denen sich die Leistung verbessern, das Gewicht reduzieren und die Ausschussrate senken l?sst. Seitdem hat das Verfahren nach und nach auch in anderen Bereichen Anwendung gefunden, wo es hochleistungsf?hige und endkonturnahe Bauteile herstellt. Es wurden auch Maschinen für das halbfeste Metallgussverfahren eingeführt. Es wurden Maschinen mit einem Gewicht von 600 bis 2000 Tonnen entwickelt und hergestellt, die Teile mit einem Gewicht von bis zu 7 kg oder mehr formen. Derzeit ist das Verfahren in den Vereinigten Staaten und Europa weiter verbreitet. Das Semi-Solid-Metallgussverfahren gilt im 21. Jahrhundert als das vielversprechendste netznahe Umformverfahren und als eine der neuen Materialvorbereitungstechnologien.
2、Prozess-Prinzip
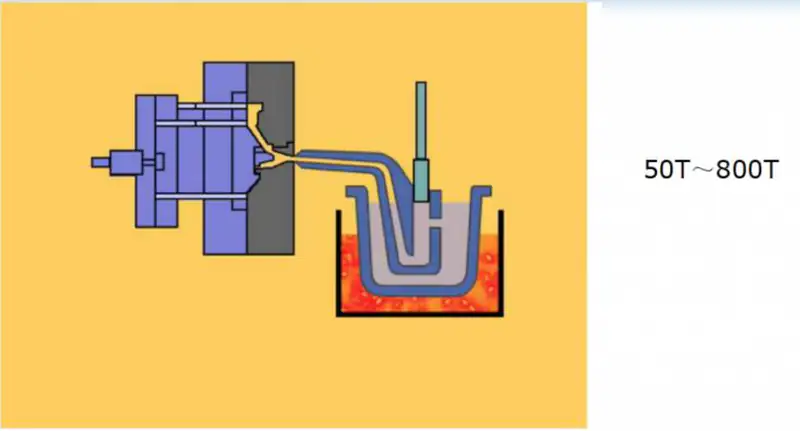
Das Prinzip des halbfesten Gie?verfahrens besteht darin, dass durch starke Bewegung w?hrend der Erstarrung des flüssigen Metalls das beim herk?mmlichen Gie?en gebildete dendritische Netzwerkskelett aufgebrochen und in eine dispergierte k?rnige Organisation umgewandelt wird, die in der flüssigen Phase suspendiert ist. Diese halbfeste Aufschl?mmung in der festen Phase erreicht ein bestimmtes Niveau (z. B. 0,5-0,6) und kann immer noch ein gewisses Ma? an Flie?f?higkeit beibehalten, wodurch die Verwendung vonDruckgussHerk?mmliche Umformverfahren wie Strangpressen und Gesenkschmieden bearbeiten das Metall, um die Qualit?t des Gussteils zu optimieren und die Produktivit?t zu erh?hen.
3. legierungsvorbereitung
Es gibt viele Methoden zur Herstellung von halbfesten Legierungen, neben der mechanischen Rührmethode wurden in den letzten Jahren die elektromagnetische Rührmethode, die elektromagnetische Impulsbelastungsmethode, die Ultraschall-Vibrationsrührmethode, die erzwungene Str?mung der Legierungsflüssigkeit entlang des gekrümmten Kanals unter Einwirkung einer externen Kraft, die dehnungsinduzierte Schmelzaktivierungsmethode (SIMA), die Sprühabscheidungsmethode (Spray), die Methode zur Kontrolle der Legierungsgie?temperatur usw. entwickelt. Die elektromagnetische Rührmethode, die Methode zur Kontrolle der Gie?temperatur und die SIMA-Methode sind die Verfahren mit dem gr??ten Potenzial für die industrielle Anwendung.
3.1 Mechanisches Mischverfahren
Flemings et al. stellten erfolgreich halbfeste Aufschl?mmungen von Zinn-Blei-Legierungen her, indem sie einen Rührsatz verwendeten, der aus einem konzentrischen Innen- und Au?enzylinder mit Z?hnen bestand (wobei der Au?enzylinder rotierte, w?hrend der Innenzylinder stillstand); H. Lehuy et al. verwendeten Rührquirle zur Herstellung von Aluminium-Kupfer-Legierungen, Zink-Blei-Legierungen und Zinn-Blei-Legierungen.Aluminiumund Aluminium-Silizium-Legierung halbfester Schlamm. Sp?ter wurde der Rührer verbessert und die halbfeste Aufschl?mmung der ZA-22-Legierung mit einem Spiralrührer zubereitet. Durch die Verbesserung wurde die Rührwirkung der Aufschl?mmung verbessert, die allgemeine Flie?f?higkeit der Metallflüssigkeit in der Form verst?rkt und ein Abw?rtsdruck in der Metallflüssigkeit erzeugt, der das Gie?en f?rdert und die mechanischen Eigenschaften des Barrens verbessert.
3.2 Elektromagnetisches Rührverfahren
Elektromagnetisches Rühren ist die Verwendung des rotierenden elektromagnetischen Feldes in der Metallflüssigkeit, um induzierten Strom zu erzeugen, die Metallflüssigkeit in der Lorentz-Magnetkraft unter der Wirkung der Bewegung, um so den Zweck des Rührens der Metallflüssigkeit zu erreichen. Gegenw?rtig gibt es zwei Hauptmethoden, um ein rotierendes Magnetfeld zu erzeugen: die eine ist die traditionelle Methode, bei der Wechselstrom in der Induktionsspule flie?t; die andere ist die Methode der rotierenden Dauermagneten, die 1993 von C. Vives aus Frankreich eingeführt wurde, deren Vorteil darin besteht, dass der elektromagnetische Induktor aus hochleistungsf?higen dauermagnetischen Materialien besteht und das im Inneren erzeugte Magnetfeld von hoher St?rke ist, und durch die ?nderung der Anordnung der Dauermagneten kann die Metallflüssigkeit einen offensichtlichen dreidimensionalen Fluss erzeugen, der die Rührwirkung verbessert. Die Rührwirkung wird verbessert und die Gasbeteiligung w?hrend des Rührens wird reduziert.
3.3 Dehnungsinduzierte Schmelzaktivierungsmethode (SIMA)
Dehnungsinduzierte Schmelzaktivierung (Strain Induced Melting Activation, SIMA) ist ein Verfahren, bei dem ein herk?mmlicher Barren vorverformt wird, z. B. durch Warmumformung durch Strangpressen, Walzen usw., zu einem halbfertigen Stab, der eine Mikrostruktur mit einer starken l?nglichen Verformungsstruktur aufweist, und dann für eine bestimmte Zeit auf die isotherme Fest-Flüssig-Zweiphasenregion erhitzt wird, in der l?ngliche K?rner zu feinen Partikeln werden, und dann schnell abgekühlt wird, um einen Barren mit einer amorphen dendritischen Struktur zu erhalten. Die Wirkung des SIMA-Verfahrens h?ngt haupts?chlich von der niedrigeren Temperatur der Warmarbeit und Umschmelzen zwei Stufen, oder zwischen den beiden fügen Sie eine kalte Arbeitsstufe, ist der Prozess besser kontrollierbar.SIMA-Technologie eignet sich für eine Vielzahl von hohen und niedrigen Schmelzpunkt Legierung Serie, vor allem für die Herstellung von h?heren Schmelzpunkt der nicht-dendritischen Legierung hat eine einzigartige überlegenheit. Wurde erfolgreich auf Edelstahl, Werkzeugstahl und Kupferlegierungen, Aluminium-Legierung Serie angewendet, um die Korngr??e von etwa 20um nicht-dendritische Organisation der Legierung zu erhalten, wird zu einem wettbewerbsf?higen Methode der Vorbereitung halbfesten bilden Rohstoffe. Ihr gr??ter Nachteil ist jedoch die geringe Gr??e der hergestellten Rohlinge.
3.4 Neue, in den letzten Jahren entwickelte Methoden
In den letzten Jahren wurde an der Southeast University und am Aresty-Institut in Japan festgestellt, dass die beginnende dendritische Organisation durch Steuerung der Gie?temperatur der Legierung in eine sph?roidische Organisation umgewandelt werden kann. Das Verfahren zeichnet sich dadurch aus, dass weder Legierungselemente zugesetzt noch gerührt werden müssen.V.Dobatkin et al. schlugen ein Verfahren zur Herstellung halbfester Barren vor, bei dem dem flüssigen Metall ein Veredelungsmittel zugesetzt und es mit Ultraschall behandelt wird.
4. die Methode der Formgebung
Es gibt viele Methoden zur Bildung halbfester Legierungen, die wichtigsten sind:
(1) Rheocasting(Rheoforming, Rheocast) Direktes Druckgie?en oder Strangpressen der entstandenen halbfesten Metallaufschl?mmung durch intensives Rühren w?hrend der Abkühlung der Metallflüssigkeit von der flüssigen Phase zur festen Phase bei einem bestimmten Festphasenanteil. 1 Druckgusslegierung 2 Kontinuierliche Zufuhr der Legierungsflüssigkeit 3 Induktionserhitzer 4 Kühler 5 Rheologisch gegossener Barren 6 Einspritzkammer 7 Druckgussform R. Shibata et al. haben beispielsweise eine halbfeste Legierungsaufschl?mmung verwendet, die durch elektromagnetisches Rühren hergestellt und direkt in die Einspritzkammer einer Druckgussmaschine zur Formgebung eingespeist wurde. Die mechanischen Eigenschaften von Gussstücken aus Aluminiumlegierungen, die mit dieser Methode hergestellt werden, sind h?her als die von Stranggussstücken und vergleichbar mit denen von halbfesten thixotropen Gussstücken. Das Problem ist, dass halbfester Metallschlamm Schwierigkeiten bei der Konservierung und Lieferung hat, so dass die tats?chliche Anwendung nicht sehr verbreitet ist.
(2) Thixotroper Guss(Thixoforming, Thixocast) Druckguss oder Strangpressen von vorbereiteten Barren mit nicht-dendritischer Organisation nach Wiedererw?rmung in der Fest-Flüssig-Zone bis zu einer geeigneten Viskosit?t. EOPCO, HPM Corp., Prince Machine und THT Presses in den Vereinigten Staaten sowie Bühler in der Schweiz, IDRA USA und Italpresse of America in Italien, Producer USA in Kanada und Toshiba Machine Corp und UBE in Japan. Machinery Services usw. waren in der Lage, spezielle Ausrüstungen für die taktile Umformung von halbfesten Aluminiumlegierungen herzustellen. Die Methode der Knüppel Heizung, F?rderung leicht zu erreichen Automatisierung, so ist es heute halbfestes Gie?en der wichtigsten Prozessmethoden.
(3) Spritzgie?en(Injection Molding) direkt auf das geschmolzene Metall Flüssigkeit (anstatt nach der Behandlung von halbfesten Schlamm) auf die entsprechende Temperatur abgekühlt, und erg?nzt durch einen bestimmten Prozess Bedingungen in den Hohlraum Spritzgie?en. Wie die Vereinigten Staaten von Amerika, Wisconsin, berühren in Form Entwicklungszentrum, hatte die Methode der halbfesten Gie?en von Magnesium-Legierungen verwendet. Cornell University of the United States, Professor K.K. Wang und andere entwickelten eine ?hnliche Magnesium-Legierung Shot Casting Umformger?t, das halbfeste Aufschl?mmung aus dem Material Rohr zu verbinden, nach entsprechender Kühlung Druck Injektion in den Hohlraum.
(4) Niedertemperatur-Strangguss Der so genannte Niedertemperatur-Strangguss ist ein Gie?verfahren, bei dem die überhitzung des flüssigen Metalls auf etwa 0 °C geregelt wird und eine Zwangskühlung unterhalb der Gie?form erfolgt. Beim Stranggie?en ist die Kernseigerung ein gro?es Problem, und beim kontinuierlichen Walzen von Walzdraht kann es zu Brüchen kommen. Daher ist das Verfahren von gro?er Bedeutung.
(5) Bandstrangguss Flemings hat experimentelle Untersuchungen zum Bandstranggie?en mit dem niedrigschmelzenden Metall Sn-15% Pb durchgeführt und W?rmeübertragung, Erstarrung und Verformung analysiert. Es wurde festgestellt, dass die Banddicke mit dem Walzendruck, der Festphasenrate, der rheologischen Scherrate und der Stranggussgeschwindigkeit zusammenh?ngt. Ist der spezifische Druck beim Strangpressen hoch, f?rdert er die Mikroseigerung. Um die Oberfl?chen- und Innenqualit?t sowie die Ma?genauigkeit zu gew?hrleisten, müssen die Prozessparameter bei der Herstellung halbfester Metalle, wie die Festphasenrate, die Gr??e der anf?nglichen Kristallform und die Menge des austretenden Metalls, streng kontrolliert werden. Für hochschmelzende Metalle wie Phosphorbronze Cu-Sn-P-Legierung (Cu-8%Sn-0.1%P), die flüssige Phase Linie Temperatur von 1030 ℃, schwer zu hei? arbeiten, mit dieser halbfesten Legierung aus dünnen Platte hat offensichtliche Ergebnisse. Derzeit ist es m?glich gewesen, ausgezeichnete Organisation der halbfesten Edelstahl-Barren, High-Speed-Werkzeugstahl Barren vorzubereiten.
5 Technologische Vorteile
Die Vorteile der Semi-Solid-Druckgusstechnologie umfassen Produkt- und Prozessvorteile.
(1) Prozessvorteile
(1) ohne Zugabe eines Kornfeinungsmittels, um eine feine Kornorganisation zu erhalten, wodurch das traditionelle Gie?en von s?ulenf?rmigen Kristallen und groben dendritischen Kristallen vermieden wird.
2) Niedrige Umformtemperatur (z.B. kann die Aluminiumlegierung um mehr als 120°C reduziert werden), wodurch Energie gespart werden kann.
3) Verl?ngerte Lebensdauer der Form. Aufgrund der niedrigeren Temperatur der halbfesten Gülle bilden Scherspannung, als die traditionellen dendritischen Gülle ist drei Gr??enordnungen kleiner, so dass die Füllung glatt, kleine thermische Belastung, thermische Ermüdungsfestigkeit verringert.
4) Verringern Sie Verschmutzung und unsichere Faktoren. Weil der Betrieb ist frei von der hohen Temperatur flüssiges Metall Umwelt.
(5) Kleine Verformung Widerstand, die Verwendung von kleinen Kraft kann eine homogene Verarbeitung zu erreichen, leicht zu schwer zu verarbeitenden Materialien zu bilden.
(6) Schnellere Erstarrung, h?here Produktivit?t und kürzerer Prozesszyklus.
(7) Geeignet für den Einsatz von Computer-Aided Design und Fertigung, die Verbesserung der Grad der Automatisierung der Produktion.
(2) Produktvorteil
1)Qualit?t der GussteileHoch. Aufgrund der Kornverfeinerung und der gleichm??igen Verteilung der Organisation wird die Schrumpfung des K?rpers reduziert, die Tendenz zur thermischen Rissbildung verringert, die Tendenz zur Schrumpfung in der Matrix beseitigt und die mechanischen Eigenschaften stark verbessert.
(2) Erstarrung Schrumpfung ist klein, so dass nach der Bildung hohe Ma?genauigkeit, kleine Bearbeitung Zulage, in der N?he von Netto-Formgebung.
(3) Breite Palette von Umformlegierungen. Nicht-Eisen-Legierungen sind Aluminium, Magnesium, Zink, Zinn, Kupfer, Nickel-Basis-Legierungen; Eisen-Basis-Legierungen sind Edelstahl, niedrig legierter Stahl und so weiter.
(4) Herstellung von Metallmatrix-Verbundwerkstoffen. Die Verwendung von halbfesten Metall hohe Viskosit?t, kann die Dichte Unterschied, feste L?slichkeit des Metalls aus Legierungen, sondern auch eine effektive Nutzung der verschiedenen Materialien gemischt, aus neuen Verbundwerkstoffen.
6, die Entwicklung von Semi-Solid-Casting-Technologie
6.1 Einfluss der Temperaturintervallst?rung und der Gie?temperatur auf die Gussorganisation von Magnesiumlegierungen im halbfesten Zustand
AZ91HP Magnesiumlegierung in Edelstahl Tiegel Widerstand Ofen Heizung bis 720 ℃ Isolierung 10 Minuten für die Raffination Behandlung, in der flüssigen Phase Linie in der N?he der kurzfristigen Isolierung Behandlung, kann die Tendenz der dendritischen Organisation Bildung zu reduzieren; reduzieren Sie die Verarbeitungstemperatur, ist die Schmelze gest?rt werden beschleunigt, um das Korn auf die gleichachsige Form oder sogar sph?rische Entwicklung; in der halbfesten Temperaturbereich der Schmelze Blasen Argon (Ar) Behandlung, so dass die Schmelze gest?rt wird, um die Rate der Keimbildung zu verbessern, um die dendritischen Arm Fusion und das Korn isometrische beschleunigen. Beschleunigt die Fusion der dendritischen Arme und Korn ?quiaxialisierung, kann eine gleichm??ige Verteilung der nicht-dendritischen Organisation zu erhalten; dies macht die halbfeste Guss nach der Bildung, der Inhalt der harten und spr?den β-Phase reduziert wird, und ist eine feinmaschige Verteilung in der beginnenden α-Phase Korngrenzen, die Verbesserung der mechanischen Eigenschaften der Magnesiumlegierung halbfeste Gussteile (Gie?erei, 2006, 55(2): 120-125).
6.2 Fortgeschrittene Aufschlussverfahren für halbfeste Legierungen
Unter den fortschrittlichen Methoden zur Herstellung von Gülle, die vorgeschlagen wurden, ist die Kippplatten-Technologie einfach im Prinzip und Ausrüstung, einfach, den Prozess zu kontrollieren, und niedrige Kosten. Mit der gekippten Platte Methode zur halbfesten sub-eutektischen hohen Chrom wei?en Gusseisen halbfeste Aufschl?mmung Ger?t vorzubereiten, das Metall Flüssigkeit in der Kühlung K?rper unter der Wirkung der Kühlung K?rper Anregung, Austenit in einer ungleichm??igen Art und Weise eine gro?e Anzahl von Keimbildung Wachstum, dendritische Schmelzen, Bruch, Zerkleinern und damit Verfeinerung, die Bildung von sph?rischen Austenit.
6.3 Halbfeste thixotrope Aluminiumlegierung Al-6Si-2Mg Druckguss
Al-6Si-2Mg-Aluminium-Legierung, mit einer flüssigen Phase Linie Temperatur von 615 ° C und eine feste Phase Linie Temperatur von 557 ° C, hat ausgezeichnete thixotropen Prozess Eigenschaften. Bar Knüppel mit hei?en Top-Methode, elektromagnetische Rühren vertikale semi-kontinuierliche Gie?en, Durchmesser von 60 ~ 70mm; Knüppel in der Mittelfrequenz-Induktion Ausrüstung Spule Heizung, der Beginn der schnellen Erw?rmung auf 500 ℃, und dann langsame Erw?rmung, der Kern erreicht 560 ℃, und dann weiter die Heizleistung zu reduzieren, in den Kern erreicht 575 ℃, nach dem Umzug in 2800KN horizontale kalte Kammer Druckguss-Maschine, Druckguss in den Automotor auf die Verwendung von Wasserpumpe Abdeckung. Semi-solid Druckguss, hat α-Al in Druckguss High-Speed-Scher-Kontakt in Form geschmolzen, ein Teil der prim?ren α-Al Wachstum, ein Teil der Erstarrung in eine feine kugelf?rmige sekund?re α-Al. Eutektische Organisation von Mg2Si als Strangguss Organisation ist feiner; Wegen der halbfesten Organisation der nicht-por?sen, von 540 ℃, 8 Stunden von festen L?sung Behandlung und dann abgeschreckt, und dann von 170 ℃, 6 Stunden künstliche Alterung, um die folgenden zu erhalten Mechanische Eigenschaften: Zugfestigkeit 340MPa, Streckgrenze 310MPa, Dehnung 3,5% (Casting, 2005, 54(5): 475-478).






















