Литье и механическая обработка: как сделать лучший выбор?
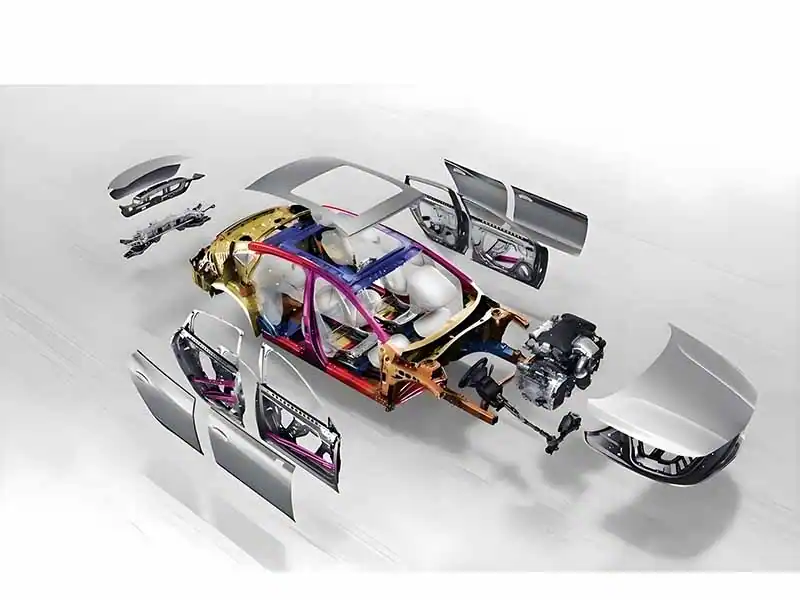
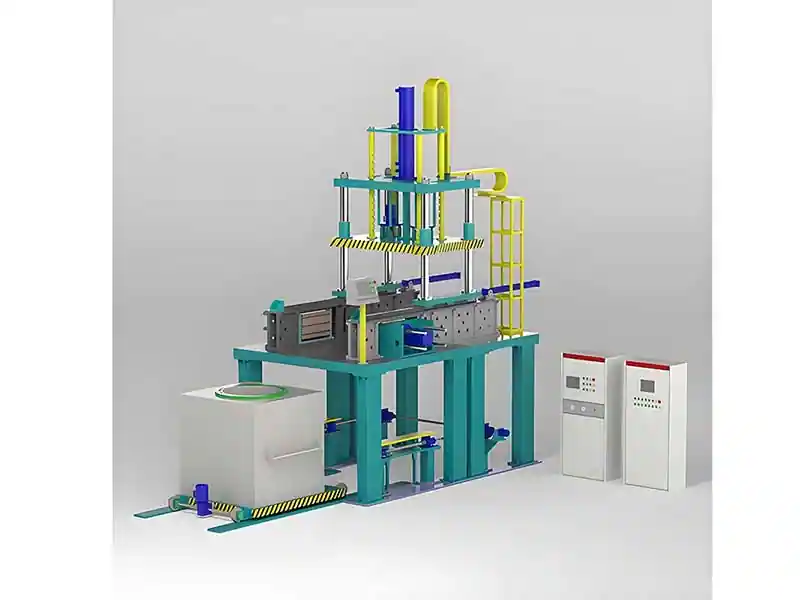
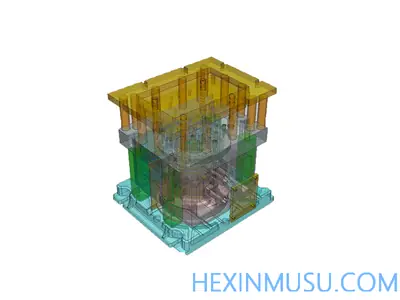
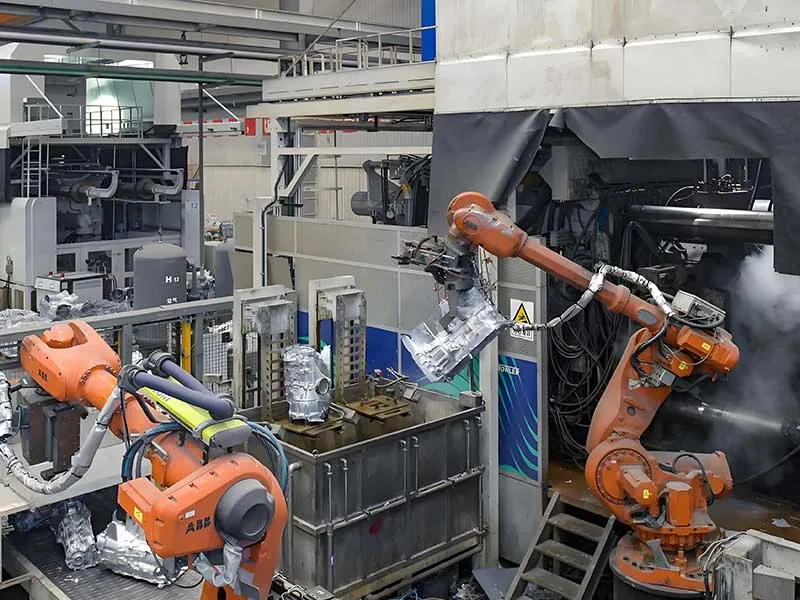
В мире производства литье и механическая обработка - две самые основные и широко используемые технологии формирования деталей. Как сделать обоснованный выбор между ними, когда перед вами стоит задача изготовить конкретную деталь? Это напрямую связано с качеством, стоимостью и сроками изготовления изделия. В этой статье мы подробно рассмотрим основные принципы, преимущества и недостатки литья и механической обработки, ключевые различия и применимые сценарии, чтобы помочь вам принять точное решение. Что такое литье? Литье - это проверенный временем производственный процесс, суть которого заключается в заливке расплавленного металла (или сплава) в заранее подготовленную полость (форму). Металл остывает в форме, затвердевает и в итоге образует цельную деталь, имеющую форму полости формы. Полученная деталь называется "отливка". Как работает литье? Алюминиевое литье под высоким давлением Производство литья ...