
Aluminiumdruckgussfehler und ihre Ursachen
發布時間:2024-12-10 分類:Nachrichten 瀏覽量:2607
Drei Elemente des Druckgusses
Druckgussmaschinen, Druckgusslegierungen undDruckgussformDie drei Hauptelemente der Druckgussproduktion sind unverzichtbar.
Das so genannte Druckgussverfahren ist die drei Elemente organisch und umfassend, so dass es stabil sein kann rhythmisch und effizient produzieren Aussehen, gute innere Qualit?t, Abmessungen in übereinstimmung mit den Zeichnungen oder die Vereinbarung Anforderungen der Gussteile.

Kriterien für Unternehmensbesichtigungen
1. kontrollierte Informationen: Zeichnungen, Qualit?tskontrollbl?tter;
2, nationaler Standard, Linienstandard (JIS-Druckgussstandard);
3. beispielhafte Kundengrenzen
Teile des Druckgusses, bei denen es zu Ma?abweichungen kommen kann:
1、Schieberegler
2、Kern
3、Gr??e der Trennfl?che
4. obere Leiste (die wirtschaftlichste Richtlinie innerhalb des Unternehmens, au?er bei besonderen Anforderungen)
Die Innenfl?che der oberen Leiste kann innerhalb von 0,30 mm gegenüber dem Gussstückk?rper angehoben oder abgesenkt werden.
Die Au?enfl?che der oberen Leiste (polierbarer Teil) kann innerhalb von 0,30 mm gegenüber dem Gussstückk?rper angehoben werden (der nicht polierbare Teil ist innerhalb von 0,30 mm vertieft).
Die Kante der Dichtungsnut und die obere Leiste der Teilekante k?nnen innerhalb von 0,30 mm gegenüber dem Gussk?rper angehoben werden.
Hauptfehler beim Druckguss
1, Oberfl?chenfehler: Gie?system an den Luftl?chern, Schlackenl?chern, Rissen, lose, Kaltentmischung, falscher Typ, Zwischenschicht, Strangfront ist zu gro? (oben), Blasen, Schrumpfung, Untergie?en, Kohlenstoff, Verkleben mit der Form, Dehnungen, Zusammenbruch, Flie?spuren, Lochfra?, Auskolkung, Rissbildung
2、Interne M?ngel: Luftl?cher, Lunker, Sandl?cher, unzureichende Füllung, Leckagen, mechanische Eigenschaften entsprechen nicht der Norm
3. ma?liche M?ngel: Verformung, überm??ige Schrumpfung
4、Materialfehler: harte Punkte, Umweltanforderungen, chemische Zusammensetzung ist nicht qualifiziert
Klassifizierung von Oberfl?chenfehlern beim Druckguss
1、Interne M?ngel: einschlie?lich Luftl?cher, Lunker, Sandl?cher, lose
2, ?u?ere Fehler: Risse, Kaltentmischung, falscher Typ, Zwischenschicht, zu gro?e Knüppelfront (Aufw?rts-Typ), Blasen, Schrumpfung, Untergie?en, Kohlenstoff, Verkleben mit der Form, Dehnung, Einfallkante, Flie?spuren, Lochfra?, Auskolkung, Rissbildung, Obertrommel, Klopfwicklung
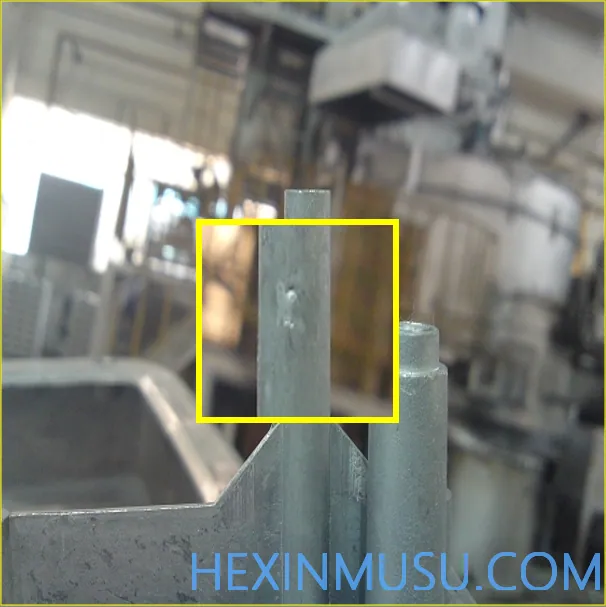
Spalt?ffnungen:

Merkmale: L?cher mit regelm??igerer Form und glatterer Oberfl?che
Klassifizierung: Nadell?cher, subkutane Luftl?cher, konzentrierte gro?e Luftl?cher
Der Grund:
1. schlechte Raffination, schlechte Entgasung
2. schlechter Auspuff, unangemessenes Design der Form
3) Die Einspritzgeschwindigkeit des inneren Angusses ist zu hoch, die sekund?re Einspritzgeschwindigkeit ist nicht in der richtigen Position, und das Gas in der Form kann nicht rechtzeitig abgeleitet werden.
4. der Formhohlraum ist zu tief
5. überh?hte Bearbeitungszugabe
Kontrollmittel: maschinelle Bearbeitung, Polieren
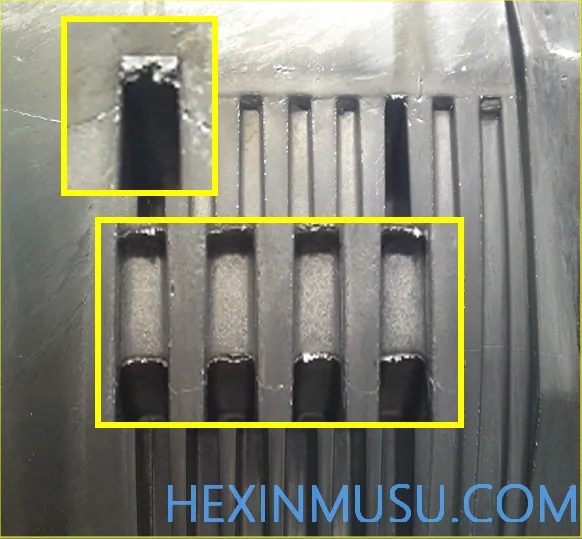
Schrumpfung:
Merkmale: Unregelm??ig geformte L?cher mit rauen Oberfl?chen, die durch unzureichende Kompensation w?hrend des Aush?rtungsprozesses von Gussteilen verursacht werden.
Der Grund:
1. die Materialtemperatur ist zu hoch
2. spezifischer Druck zu niedrig
3. ungleichm??ige Wandst?rke erzeugt hei?e Fugen
4. die überlaufrinne ist zu dünn
5. die Druckkammer ist nicht voll genug, der Kuchen ist zu dünn, der Ausgleich ist begrenzt.
6. kleineres inneres Tor
7. hohe lokale Temperatur der Form
Kontrollmittel: maschinelle Verarbeitung
Trachom:

Merkmale: grobe, unregelm??ige, relativ dichte Schlackenl?cher
Der Grund:
Sandguss gemeinsame M?ngel, Druckguss ist relativ selten. In der Regel erscheinen in kleinen und mittleren Aluminium-Druckguss Teile der Steigleitungen Wurzel und Verarbeitung Stirnseite. Verwendung von kontaminiertem GussAluminiumMaterialien, die mit organischen Verbindungen verunreinigt sind, und Materialien, die stark oxidiert und korrodiert sind, führen zu Sandl?chern im Druckguss.
Kontrollmittel: maschinelle Bearbeitung, Polieren, Schleifen
Locker:
Merkmale: oberfl?chliche unbefestigte makroskopische Organisation
Der Grund:
1. niedrige Formtemperatur
2. die Materialtemperatur ist zu niedrig
3. geringer spezifischer Druck
4. zu viel Farbe
Inspektionsmittel: Schleifen, Sandblasen

Risse:

Merkmale: Die Legierungsmatrix ist besch?digt oder unterbrochen, so dass ein dünner fadenf?rmiger Spalt entsteht, der in durchdringend und nicht durchdringend unterteilt ist. Kann sich sp?ter entwickeln.
Der Grund:
1. unangemessene Gussstruktur, Schrumpfspannung, zu kleine abgerundete Ecken.
2. die Werkzeugtemperatur ist zu niedrig
3. die Form zu sp?t oder zu früh ?ffnen
4) Zu viele Verunreinigungen in der Legierung: Aluminiumlegierungen enthalten viel Zink, Kupfer und Silizium.
5. die Ablenkung des Auswerfers
Art der Prüfung: Sichtprüfung
Kalte Segregation:
Merkmale: Ein Spalt, in dem Metalle bei niedrigeren Temperaturen aneinander sto?en, aber nicht vollst?ndig verschmolzen sind, mit einer unregelm??igen linearen Form. Es gibt zwei Arten: durchdringende und nicht durchdringende, die unter ?u?erer Einwirkung entstehen k?nnen.
Der Grund:
1. die Materialtemperatur ist zu niedrig, die Formtemperatur ist zu niedrig
2. schlechtes Flie?verhalten der Legierung
3) Der Flugsteig ist nicht angemessen, das Verfahren ist zu lang
4. die Druckinjektionsrate ist zu niedrig
5. niedriger spezifischer Druck
6. flüssige Metallfüllung in getrennten Str?ngen
Art der Prüfung: Sichtprüfung

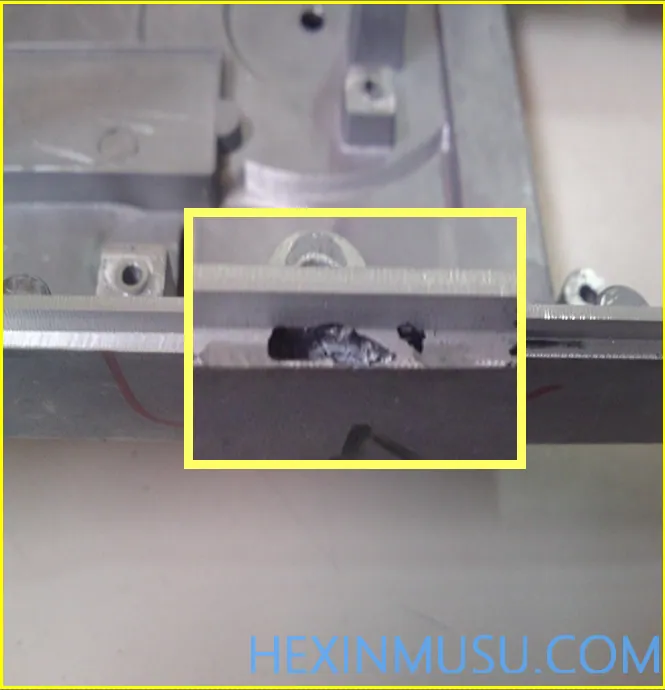
Falscher Typ:

Merkmale: Ein Teil des Gussteils ist falsch ausgerichtet und gegenüber einem anderen Teil verschoben. Hier beziehe ich mich auf das Ph?nomen, dass ein Teil des Schiebers nicht an seinem Platz ist.
Der Grund:
1. die Herstellungsfehler in den Eins?tzen der beiden H?lften
2. die Verschiebung des Formeinsatzes
3. die Abnutzung der Formführungsteile
Prüfmittel: Sichtprüfung nach dem Entgraten, Messung mit dem Messschieber
Sezierung::
Merkmale: doppelte Augenlidform, teilweise Unvollst?ndigkeit des Teils, die an den R?ndern des Schiebers und der Scheitelfl?che auftritt.
Der Grund.
Schieber, Eins?tze oder Trennfl?chenkanten kleben und lassen sich nicht aufl?sen. Ein Spalt zwischen dem Schieber und dem Schieberteil des Schiebers, die Legierung tritt in die Erstarrung ein, oder sogar der Schieber ist nicht an seinem Platz oder klemmt.
Prüfmittel: Sichtprüfung nach dem Entgraten

überm??ige Knüppelfronten (aufsteigender Typ)
Merkmale: überm??ige Passungsbildung an den Gusskanten
Der Grund:
1. die Schlie?kraft der Druckgussmaschine ist nicht ausreichend
2. die Formen sind nicht dicht geschlossen und die Formen sind besch?digt.
3. die Rückst?nde auf der Trennfl?che werden nicht beseitigt
4. überh?hte Druckeinspritzrate
5. falsche Tonnage der Formkonstruktion
Mittel der Inspektion: Messschieberprüfung
Blasen:
Merkmale: Vertiefung auf der glatten Oberfl?che des Gussstücks
Der Grund:
1. die Abweichung der Gussstückdicke ist gro?
2. die Materialtemperatur ist zu hoch, die Legierungsschrumpfung ist gro?
3. niedrigerer Boost
4. kleinerer Querschnitt des inneren Tores, geringere Kompensation
5. h?here Formtemperatur
Kontrollmittel: Sprühfarbe

Schrumpfung:

Merkmale: Vertiefung auf der glatten Oberfl?che des Gussstücks
Der Grund:
1. die Abweichung der Gussstückdicke ist gro?
2. die Materialtemperatur ist zu hoch, die Legierungsschrumpfung ist gro?
3. niedrigerer Boost
4. kleinerer Querschnitt des inneren Tores, geringere Kompensation
5. h?here Formtemperatur
Kontrollmittel: Sprühfarbe
Unterworfen:
Merkmale: Die Gussstücke scheinen unvollst?ndig gefüllt zu sein
Der Grund:
1. niedrige Material- und Formtemperatur
2. niedrige Einspritzgeschwindigkeit
3. schlechtes Flie?verhalten der Legierung
4. irrationales Gie?system
5. überspritzte Farbe
6. die Formhohlr?ume sind zu tief und die Form ist zu komplex.
Art der Prüfung: Sichtprüfung
Kohlenstoffablagerungen:

Eigenschaften: Das von der Farbe nach der hohen Temperatur gebildete Oxid haftet an der Form, und die Gussoberfl?che ist wei?lich und rau.
Der Grund:
1. zu viel Farbe versprühen
2. die Farbe ist zu dick
3. niedrige Formtemperatur
4. nicht rechtzeitig poliert, um zu entfernen
Kontrollmittel: Sprühfarbe, Sichtprüfung
Klebriger Schimmel:
Merkmale: Die Gussteile erscheinen ungefüllt, da überschüssiges Material an der Form haftet.
Der Grund:
1. überschüssiges Material haftet an der Form
2. raue Oberfl?che der Form
3. die Werkzeugtemperatur ist zu hoch
4. geringe Verjüngung der Form beim Ziehen
5. schnelle Gie?geschwindigkeit und falsches Füllmuster
Inspektionsmittel: Sichtprüfung, Entgraten, Beobachtung
St?mme:

Merkmale: Die Gussteile erscheinen ungefüllt, da überschüssiges Material an der Form haftet.
Der Grund:
1. überschüssiges Material haftet an der Form
2. raue Oberfl?che der Form
3. die Werkzeugtemperatur ist zu hoch
4. geringe Verjüngung der Form beim Ziehen
5. schnelle Gie?geschwindigkeit und falsches Füllmuster
Inspektionsmittel: Sichtprüfung, Entgraten, Beobachtung
Eingeklappte Kanten:
Merkmale: die Gussoberfl?che erscheint konkav und gl?nzend
Der Grund.
1. unzureichende Steifigkeit der Form
(2) Der Rand der Form wird durch hohe Temperatur für eine lange Zeit extrudiert.
3. das nicht rechtzeitige Entfernen des überstehenden Teils des Formrandes
Kontrollmittel: Beobachtung und Sichtprüfung nach dem Schleifen

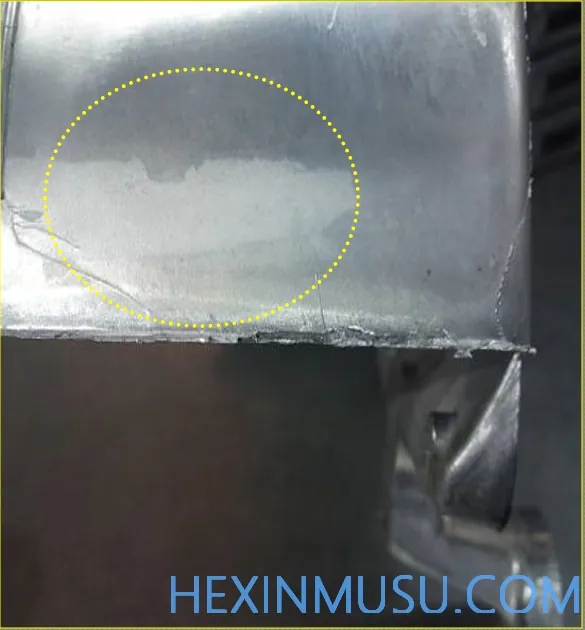
Flie?markierungen:

Merkmale: glatte Textur in Flie?richtung des Metalls, ?rtliche Setzungen
Der Grund:
1. zu viel Farbe
2. zu schnelles Füllen
3. das Produkt, das die beiden Metallstr?me hinterlassen, die den Hohlraum asynchron füllen.
4. niedrige Formtemperatur
Art der Prüfung: Polieren
Oberfl?che aus Hanf:
Merkmale:Oberfl?che kleine Pockennarben Verbreitungsgebiet
Der Grund:
1. zu niedrige Werkzeugtemperatur, zu niedrige Materialtemperatur
(2) Der Schwei?zusatz wird in dichte Tropfen zerteilt, die mit hoher Geschwindigkeit auf die Wand treffen.
3. die Dicke des inneren Anschnitts ist gering
Kontrollmittel: Sichtprüfung, Spritzlackierung

Spülen:

Merkmale: Gro?er überstehender Bereich in der N?he des Tores
Der Grund:
1. unzureichende Steifigkeit der Form
2. schimmelpilzbedingte Alterung
3. die Gie?geschwindigkeit ist zu hoch
4. zu hohe Materialtemperatur, unzureichende Vorw?rmung
5. keine regelm??ige W?rmebehandlung
Kontrollmittel: Sichtprüfung, Beobachtung nach dem Schleifen
Geknackt:
Merkmale: Maschenerhebungen und Metallsporen auf der Oberfl?che des Gussstücks
Der Grund:
1. der Wechsel von Hitze und K?lte ist intensiv
2. ungeeignete Formmaterialien
3. zu hohe Materialtemperatur, unzureichende Vorw?rmung
4. fehlende regelm??ige W?rmebehandlung
5. raue Oberfl?che der Form
6. die Druckinjektionsgeschwindigkeit ist zu schnell, was sich positiv auf den Hohlraum auswirkt
Kontrollmittel: Sichtprüfung, Beobachtung nach dem Schleifen
Obere Trommel:

Merkmale: Oberfl?chenw?lbung auf der Rückseite der oberen Leiste
Der Grund:
1. unzureichende ?ffnungszeit der Form
2. h?herer spezifischer Druck
3. unzureichende Farbspritzungen
4. dünne Wandst?rke
5. ungleichm??ige Kraft auf den oberen Balken
Kontrollmittel: Sprühfarbe, Sichtprüfung
Schimmelpilzklopfen:
Merkmale: Klopfspuren, die beim Abl?sen des Formklebers zurückbleiben
Der Grund:
1. geringe Steifigkeit der Form
2. unsachgem??e Handhabung bei der Reinigung von überschüssigem Material
3. nicht rechtzeitige Ausbesserung von Klopfspuren
Kontrollmittel: Sichtprüfung, Spritzlackierung

Korrosion in der Form:

Merkmale: Erh?hte Lochfra?stellen auf der Oberfl?che des Teils in Bereichen, die für Formkorrosion charakteristisch sind
Der Grund:
1. nicht rechtzeitige Reinigung der Form nach der Produktion
2. nicht rechtzeitige Pflege der Formoberfl?che
Kontrollmittel: Sichtprüfung, Spritzlackierung
innerer Schweinehund
Unzureichende Füllung, Undichtigkeit, mangelhafte mechanische Eigenschaften
Erscheinungsformen: Porosit?t, Schrumpfung, Sandl?cher, Lockerheit, Versagen der mechanischen Prüfung, unzureichende Zugfestigkeit usw.
Mittel der Prüfung:
Versuchsbearbeitung (Drehen, Fr?sen, Bohren, Schleifen, Blasen, Polieren, Schleifen usw.)
Dichtheitsprüfung
Zugfestigkeitsprüfung
Abmessungsfehler
Verformung, überm??ige Schrumpfung
Die JIS-Norm gilt, wenn die Ebenheit nicht auf den Zeichnungen vermerkt ist:
Maximale Gussstückgr??e Toleranz in (mm)
2. normale Schrumpfung von Druckguss aus Aluminiumlegierung: 0,3%-0,5%
Sachmangel
1. harter Punkt: Messerbruch bei der maschinellen Bearbeitung
2) Umweltanforderungen: wie ROHS
3. unqualifizierte chemische Zusammensetzung: mechanische Eigenschaften
4. die Korrosionsbest?ndigkeit, etc.






















