
The Definitive Guide to Centrifugal Casting Technology: Principles/Processes/Industrial Applications Analysis
發(fā)布時間:2025-02-23 分類:Nachrichten 瀏覽量:2124
Was ist Schleuderguss?

Schleuderguss ist ein flüssiges Formgebungsverfahren, bei dem flüssiges Metall durch die von der rotierenden Form erzeugte Zentrifugalkraft (bis zum 150-fachen der Schwerkraft) in eine rotierende Form gegossen und mit hoher Geschwindigkeit (in der Regel 250 bis 1500 U/min) gedreht wird, so dass es die Form füllt und unter der Wirkung der Zentrifugalkraft zu einem Gussstück erstarrt. Dieses Verfahren eignet sich besonders für die Herstellung von Zylinderlaufbuchsen für Schiffsmotoren, Hochtemperaturteilen für die Luft- und Raumfahrt und anderen Produkten für raue Arbeitsbedingungen - weitere Messdaten zeigen, dass Schleuderguss Aluminium Die Zugfestigkeit der Teile ist um mehr als 25% h?her als die des traditionellen Sandgusses.
Wie Schleuderguss funktioniert
Das Schleudergussverfahren beginnt mit dem Einspritzen von flüssigem Metall in eine rotierende Hochtemperaturform. Je nach den spezifischen Anforderungen der Konstruktion kann die Form vertikal oder horizontal rotieren.
Bei diesem Verfahren wird das flüssige Metall durch die Zentrifugalkraft gleichm??ig in der Form verteilt, und zwar mit einem Druck, der fast das Mehrfache der Schwerkraft betr?gt. Dieser Druck sorgt dafür, dass das Gussteil frei von Rissen sowie Mikro- und Makrofehlern ist. Dies ist dem konventionellen Druckgussverfahren sehr ?hnlich, bei dem ebenfalls durch die Anwendung von Druck die Produktfehler insgesamt reduziert werden.
Beim Füllen der Form wird das dichtere flüssige Metall gegen die Innenwand der rotierenden Form gedrückt. Au?erdem erstarrt das dichte Metall von der ?u?eren radialen Mitte aus, w?hrend die weniger dichten Stoffe und Verunreinigungen zum ?u?eren Durchmesser hin aufschwimmen.
Nach der Aush?rtung wird das gesamte Teil aus der Form entnommen und anschlie?end maschinell bearbeitet, um etwaige Verunreinigungen an den R?ndern des Teils zu entfernen. Das Endergebnis ist ein hochwertiges Material ohne innere Hohlr?ume oder Blasen.
Nachfolgend sind die einfachen Schritte des grundlegenden Schleudergussverfahrens aufgeführt, sobald die Form vorbereitet ist:
- Der erste Schritt ist, wie bei jedem Gie?verfahren, das Erhitzen des Metalls über seinen Schmelzpunkt.
- Der zweite Schritt ist das Drehen der Form zur Vorbereitung des Gie?ens. Normalerweise liegt die Rotationsgeschwindigkeit zwischen 300 und 3000 Umdrehungen pro Minute, wobei die tats?chliche Geschwindigkeit von den Besonderheiten des Projekts abh?ngt.
- Als N?chstes folgt der Schritt des Gie?ens. Dieser Vorgang ist relativ einfach und erfordert keine besondere Vorbereitung, doch ist besondere Vorsicht geboten, da das Gie?en erfolgt, w?hrend sich die Form dreht.
- Sobald der Gussvorgang abgeschlossen ist, beginnt automatisch der n?chste Schritt. Die Rotation unterstützt nicht nur den Abkühlungsprozess, sondern erzeugt auch einen ausreichenden Druck in der Form, um sicherzustellen, dass keine mit dem Gie?prozess verbundenen Fehler auftreten.
- Nach dem Abkühlen ist der n?chste Schritt ?hnlich wie bei jedem anderen Gie?verfahren. Entfernen Sie einfach die Form aus der Drehvorrichtung und entnehmen Sie das Material aus dem Gussteil.
- Schlie?lich wird das Endprodukt fertiggestellt. Durch die Zentrifugalrotation werden Verunreinigungen im Material an die R?nder gedrückt, und die Entfernung dieser Verunreinigungen durch die Bearbeitung führt zu einem Produkt der gewünschten Qualit?t.
Zwei Typen von Schleudergussmaschinen
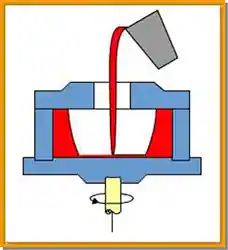
Vertikales Schleudergussverfahren
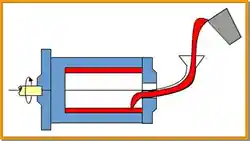
Horizontales Schleudergussverfahren
Vertikales Schleudergussverfahren
Sie wird haupts?chlich für die Herstellung von runden Gussstücken mit einer H?he kleiner als der Durchmesser verwendet, manchmal ist es auch m?glich, mit dieser Schleudergussmaschine geformte Gussstücke zu gie?en..Durch den stabilen Aufbau der Vertikalgie?maschine ist es m?glich, nicht nur Metallsorten, sondern auch Nichtmetallsorten wie Sand und geschmolzene Formschalen zu verwenden.
Horizontales Schleudergussverfahren
Sie wird haupts?chlich für die Herstellung von Hülsen- und Rohrgussteilen verwendet, deren L?nge gr??er als der Durchmesser ist.
Drei Arten von Schleuderguss
| Typologie | Produktkoffer | Ningbo Hexin Craft Durchbruch |
|---|---|---|
| Echtes Schleudergie?en | Diesel-Zylinderlaufbuchse (HT300) | Bimetallische Verbundgusstechnologie |
| Semi-Zentrifugalguss | Bremsscheiben für Hochgeschwindigkeitszüge (ADI-Material) | Graphit-Kalteisen-Erregungs-Kühlsystem |
| Zentrifugation | Hydraulisches Ventilgeh?use (ZL104) | Vakuumgestützte Gie?technik |
Merkmale des Schleudergusses
(1) Die Gussstücke sind unter der Einwirkung der Zentrifugalkraft kristallisiert, haben eine dichte Organisation, keine Fehler wie Lunker, Lunkerlockerungen, Luftl?cher, Schlackeneinschlüsse usw. und gute mechanische Eigenschaften.
(2) Beim Gie?en von runden Hohlk?rpern kann auf den Kern und das Gie?system verzichtet werden, was den Prozess vereinfacht und Metall spart.
(3) zur Erleichterung der Herstellung von bimetallischen Gussteilen, wie z. B. Stahl-Buchsen gegossen Kupfer Futter, die Bindung Oberfl?che ist stark, verschlei?fest, kann Kupfer-Legierung zu speichern.
(4) Schleuderguss internen Oberfl?chenrauhigkeit, Gr??e ist nicht leicht zu kontrollieren, müssen die Bearbeitung Zulage zu erh?hen, um die Qualit?t der Gussteile zu gew?hrleisten, und ist nicht geeignet für die Herstellung von einfachen Entmischung der Legierung.
Vorteile des Schleudergusses::
(1) Bei der Herstellung von Hohlk?rpern im Schleudergussverfahren k?nnen Kern, Gie?system und Speiser weggelassen werden.
(2) Durch die Rotation des flüssigen Metalls in der daraus resultierenden Zentrifugalkraft, die Dichte des Metalls wird an die Au?enwand gedrückt, w?hrend die Dichte des Gases, Schlacke auf die freie Oberfl?che der freien Bewegung, die Bildung von gerichteten Erstarrung von au?en nach innen, so dass die komplement?re Schrumpfung der Bedingungen, die Gie?erei Organisation der dichten, gute mechanische Eigenschaften.
(3) zur Erleichterung des Gie?ens von "bi-metallischen" Buchsen und Fliesen, wie in der Stahl-Buchsen gie?en eine dünne Schicht von Kupfer-Buchsen, k?nnen die teureren Kupfer.
(4) Gutes Füllverm?gen.
(5) Beseitigung und Verringerung des Verbrauchs in Gie?anlagen und Steigleitungen.
Nachteile des Schleudergusses:
(1) Die freie Oberfl?che im Inneren des Gussteils ist rau, mit gro?en Ma?abweichungen und schlechter Qualit?t.
(2) Es ist nicht geeignet für Legierungen mit hoher Dichteseigerung (z. B. Bleibronze) und Leichtmetalllegierungen wie Aluminium und Magnesium.
Anwendung Schleuderguss
Schleuderguss wird haupts?chlich verwendet fürMassenproduktion von Gussrohren und RohrstückenDie Produkte k?nnen zur Herstellung einer breiten Palette von Erzeugnissen verwendet werden, wie z. B. Eisenrohre, Kupferbuchsen, Zylinderlaufbuchsen, bimetallische stahlummantelte Kupferbuchsen, hitzebest?ndige Stahlwalzen, nahtlose Stahlrohrrohlinge, Trockentrommeln für Papiermaschinen usw., und k?nnen auch für folgende Zwecke verwendet werdenHerstellung von Gussteilen für R?derwie z. B. Pumpenr?der und Motorrotoren.
Vergleich von Schleuderguss und anderen Gie?verfahren
| Gie?verfahren | Sandguss | Feinguss | Metallformung | Druckgie?en | Niederdruckguss | Schleuderguss |
| Anwendbare Metalle | willkürlich | Uneingeschr?nkt, überwiegend Stahlguss | Uneingeschr?nkt, überwiegend Nichteisen-Legierungen | Aluminium, Zink, Magnesium und andere Legierungen mit niedrigem Schmelzpunkt | überwiegend Nichteisenlegierungen, auch in Stahlguss und Gusseisen verwendet | Haupts?chlich Gusseisen und Stahlguss |
| Bandbreite der Gussqualit?t | Unbeschr?nkt | In der Regel weniger als25kg | Haupts?chlich kleine und mittlere Gussteile | In der Regel weniger als10kgDie Gussteile k?nnen auch für mittelgro?e Gussteile verwendet werden. | Haupts?chlich kleine und mittlere Gussteile | Unbeschr?nkt |
| Produktionsvolumen | Unbeschr?nkt | Serien- und Massenproduktion sowie Einzelstück- und Kleinserienfertigung. | Charge, Herstellung in loser Schüttung | Charge, Herstellung in loser Schüttung | Charge, Herstellung in loser Schüttung | Charge, Herstellung in loser Schüttung |
| Ma?toleranzen beim Gie?en (mm) | 100±1.0 | 100±0.3 | 100±0.4 | 100±0.3 | 100±0.4 | |
| Oberfl?chenrauhigkeit von Gussteilen | rauere | Ra25~Ra3.2 | Ra25~Ra12.5 | Ra6.3~Ra1.6 | Ra25~Ra6.3 | Rauhigkeit der inneren Oberfl?che |
| Gusskornorganisation im gegossenen Zustand | Grobkorn | Grobkorn | Getreide | Feink?rnig, mit vielen inneren Poren | Getreide | |
| Toleranz (d. h. zul?ssiger Fehler) | ?lteste | Geringe oder keine Verarbeitung | wenige | Geringe oder keine Verarbeitung | vergleichsweise gering | Gro?e Bearbeitungszugaben auf Innenfl?chen |
| Produktivit?t (allgemeiner Grad der Mechanisierung) | Niedrig, mittel | Niedrig, mittel | Mittel und hoch | Oberste | Mitte | Mittel und hoch |
| Mindestwandst?rke von Gussstücken (mm) | 3.0 | im Allgemeinen0.7 | Aluminium2~3 | 0.5~1.0 | üblich2.0 |
FAQallgemeine Probleme
F1: Wie gro? dürfen die Schleudergussteile maximal sein, die bearbeitet werden k?nnen?
→ Durchmesser Φ2,5 m x L?nge 8 m (Gewicht eines einzelnen Stücks 20 Tonnen)
F2: Wie l?sst sich das Problem der Entmischung beim Schleuderguss l?sen?
→ Empfohlenes Programm: AnnahmeGepulstes elektromagnetisches Feld + Gradientenkühlungzusammengesetztes Verfahren
F3: Ist es wirtschaftlich, kleine Versuchschargen herzustellen?
→ <50 Stück wird Sandguss empfohlen, da die Kosten für die Form zu hoch sind.






















