
Differenzdruckgussverfahren und -prinzip
發(fā)布時間:2024-11-27 分類:Nachrichten 瀏覽量:2387
Was ist Differenzdruckguss?
Differentialguss(auch bekannt als Gegendruckguss), ist das flüssige Metall in den Differenzdruck, die Füllung zu einem bestimmten Druck im Vorfeld des Gie?ens, Kristallisation, Erstarrung und erhalten Gussteile eines Prozesses Methode. Es istNiederdruckgussKombination von zwei Prozessen, Kristallisation und Erstarrung unter Druck.
Das Verfahren kann auf der Grundlage der Form des Gussteils, Prozess-Anforderungen und Guss-Eigenschaften, passen Sie den Druck in den Hohlraum, so dass das flüssige Metall wird kontrolliert, um in das Gussteil flie?en, und unter der Bedingung, nicht die Gie?erei Kraft Zustand, so dass das Gussteil ist erstarrt bei einem h?heren Druck, das Gie?en ist schwierig, andere Umformverfahren zur Herstellung von komplexen, dünnwandigen, ganze Aluminium-Gussteile, zur L?sung der Casting-Casting-Technologie, ein wichtiger Schlüssel!.
Funktionsprinzip des Differenzdruckgie?ens.
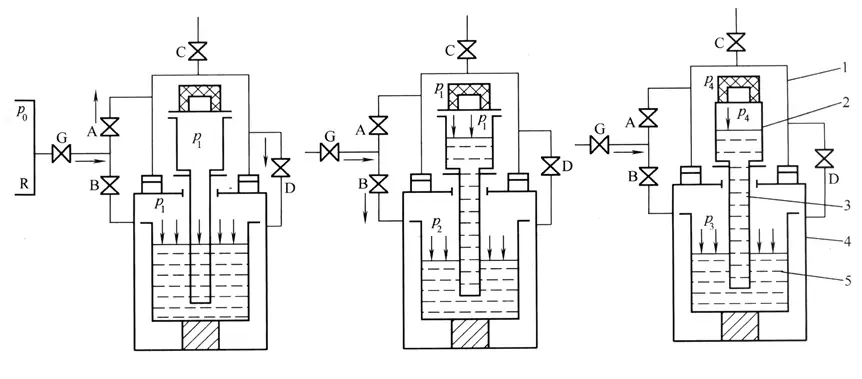
A. Aufblasbar
B. Druckbeaufschlagung
C. Stressabbau
Die Form wird in den oberen Druckzylinder gestellt, der Tiegelofen in den unteren Druckzylinder, der obere und der untere Druckzylinder sind durch einen Abstandshalter getrennt, und das Flüssigkeitssteigrohr verbindet die Form mit dem Warmhalteofen.
Flüssige Metallabfüllmethoden sind:
1) Methode der Druckbeaufschlagung:
2) Gesetz zur Stressreduzierung:
Merkmale des Differenzdruckgussverfahrens:
Da der Differenzdruck Gie?en Metall Flüssigkeit ist unter einem bestimmten Druck Füllung, so bringen eine Reihe von Faktoren f?rderlich für den Erhalt von qualitativ hochwertigen Gussteilen.
(1) Die Ladegeschwindigkeit kann gesteuert werden; unterschiedliche Druckdifferenzen ⊿P-Ladegeschwindigkeit k?nnen erzielt werden, um die optimale Ladegeschwindigkeit zu erhalten;
(2) Die beste Qualit?t der Formfüllflüssigkeit kann erzielt werden, und Fremdeinschlüsse in der Form k?nnen vermieden werden.
(3) Durch die Kristallisation und Erstarrung unter hohem Druck werden die Gie?bedingungen verbessert, wodurch sich die Dichte des Gussteils erheblich erh?ht; das Gussteil kann lokal bis zu 0,25 mm dick sein und hat eine klare Kontur.
(4) in den Druck Erhaltung Zeitraum, das Gie?en ist immer noch in einem Hochdruck-Zustand, unter der Einwirkung von externem Druck, wird eine kleine Menge der plastischen Verformung zu produzieren, wodurch die "Mikro-Schrumpfung", die Verbesserung der mechanischen Eigenschaften des Gusses; im Vergleich mit dem Niederdruck-Gie?en, Differenzdruck Casting Casting Zugfestigkeit kann um 10-50 Prozent erh?ht werden, kann die Dehnung um 25-50 Prozent erh?ht werden.
(5) Kristallisation und Erstarrung unter hohem Druck k?nnen die L?slichkeit des Gases in der Metallflüssigkeit erh?hen, was das Auftreten von "Porosit?t" und "Pinhole"-Fehlern beim Gie?en stark reduzieren kann.
(6) Verbesserung der Gussoberfl?chenqualit?t ---- Durch die Einstellbarkeit des Differenzdrucks ⊿P ist es also m?glich, die "Kaltentmischung" und das "mechanische Sandkleben" durch den Differenzdruck ⊿P zu reduzieren;
(7) Gie?en in kontrollierter Atmosph?re ist m?glich;
(8) Erleichterung der Mechanisierung und Automatisierung, Steigerung der Arbeitsproduktivit?t, Verringerung des Reinigungsaufwands und Verbesserung der Arbeitsbedingungen.
Vergleich der mechanischen Eigenschaften von Aluminiumlegierungen zwischen Differenzdruckguss und Niederdruckguss
| Gie?verfahren | mechanische Eigenschaft | ZL101 | ZL102 | ||
| Wandst?rke 5mm | Wandst?rke 20mm | Wandst?rke 5mm | Wandst?rke 20mm | ||
| Differentialguss | Zugfestigkeit σb/Mpa | 171 | 190 | 190 | 184 |
| Bruchdehnung δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| Niederdruckguss | Zugfestigkeit σb /Mpa | 171 | 132 | 168 | 143 |
| Bruchdehnung δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
Konstruktive Gestaltung von Differenzdruckgie?anlagen
Differenzdruckgie?anlagen bestehen aus drei Hauptkomponenten: Hauptrahmen, Druckregelung, Luftversorgung

Profil der Differentialdruckgie?anlage

Abschnitt über die Hauptausrüstung
Druckregelstrecke
Luftversorgungseinheit
1) Ausführung des Druckbeh?lters: Kopfteil
2) Verriegelungsmechanismus
3) Aufblasverfahren: pneumatisches Steuersystem und seine Zusatzger?te
Differenzdruckgie?en Gie?prozessgestaltung
1) Auswahl der Wurfposition
Stellen Sie die Gie?position, um das Gie?en von weg von der ersten Erstarrung Anguss, Anguss letzte Erstarrung, um die Gie?sequenz Erstarrung zu erreichen, oft das Gie?en von dünnwandigen Teilen weg vom Anguss, so dass das flüssige Metall von der dickwandigen eingeführt wird, und der Niederdruckguss Gie?en die Wahl der Lage ist die gleiche.
2) Bearbeitungszugabe und Prozesszugabe
Bei Gussstücken mit gleichm??iger Wanddicke kann zur Erzielung einer sequenziellen Erstarrung in Angussrichtung das Bearbeitungsaufma? erh?ht werden, und die unbearbeiteten Ebenen k?nnen mit einem Bearbeitungsaufma? verwendet werden, so dass die Wanddicke des Gussstücks in Richtung des Angusses zunimmt.
3) Auswahl des Gie?systems
(1) Anforderungen an ein angemessenes Gie?system
① Unter der Voraussetzung, dass die Metallflüssigkeit gleichm??ig eingefüllt wird, sollte die Befüllung schnell erfolgen.
② Günstig für Schlackenblockierung und Absaugung.
(iii) Begünstigt die sequenzielle Erstarrung von Gussstücken.
(2) Form des Gie?systems
Im Allgemeinen verwenden Sie das Bodeninjektionsgie?system, Aluminium- und Magnesiumlegierungen verwenden oft das offene Gie?system, für Gussteile mit einer H?he von mehr als 300 mm k?nnen Sie das Schlitzgie?system w?hlen.
4) Steigleitungen und kaltes Eisen
Das Differenzdruckgie?en verst?rkt wirksam die komplement?re Schrumpfung des Speisers, so dass für einzelne dicke hei?e Fugen im Allgemeinen nur der dunkle Speiser verwendet werden muss. Kaltes Eisen wird oft in Verbindung mit den Speisern und Anguss verwendet, um die Abkühlung des Gusses an den lokalen hei?en Fugen zu beschleunigen, so dass die hei?en Fugen und die angrenzende Verbindung Wand Erstarrung zur gleichen Zeit, um den Zweck der gesamten Guss sequenzielle Erstarrung zu erreichen.
Differentialdruckguss-Gie?verfahren
(1) Merkmale des Gie?prozesses beim Differenzdruckgie?en
Die Differenzialdruckbeaufschlagung von Gussteilen ist in 6 Stufen unterteilt
0 bis t1: Inflationsphase
t1 bis t2: Phase des Druckgleichgewichts
t2 bis t3: Phase der Flüssigkeitsaufnahme
t3 bis t4: Aufladephase
t4 bis t5: Nachdruckstufe
t5 bis t6: Zusammenschaltungsphase
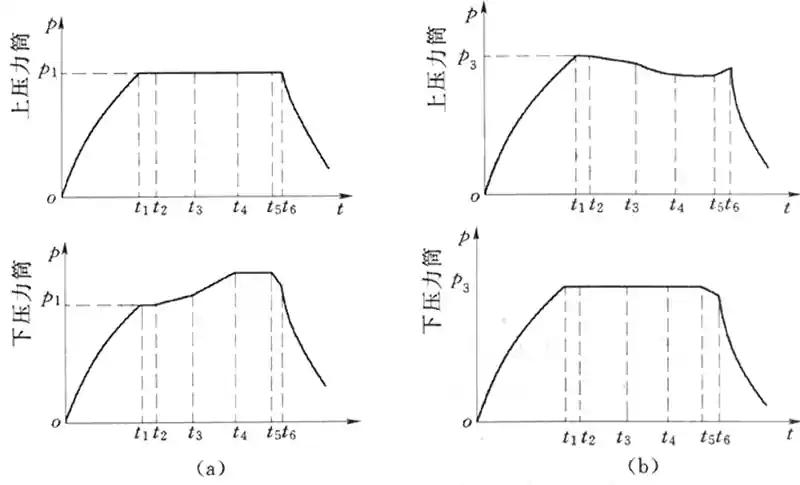
Druckbeaufschlagung
Dekompressionsplan
Vergleich von drucksteigernden und druckmindernden Methoden
Boosting-Verfahren: Aus der Kennlinie ist ersichtlich, dass die Boosting-Kurve a'b' eine schlechte Segmentierung aufweist und die Füllgeschwindigkeit des Flüssigmetalls schwankt.
Dekompressionsmethode: Der ab-Abschnitt macht nur einen kleinen Teil der gesamten Kurve aus und kommt einer Geraden sehr nahe, daher steigt die Metallflüssigkeit bei der Dekompressionsmethode gleichm??ig an.
Auswahl der Prozessparameter
(1) Ladungsdruckdifferenz Δp
Kann berechnet werden als p=HρK/10200
(2) Auskristallisationsdruck
Je h?her der Kristallisationsdruck ist, desto dichter ist das Gussstück und desto besser sind die mechanischen Eigenschaften des Gussstücks. Kristallisationsdruck und Gussstruktur, Kristallisationsmerkmale der Legierung und andere Faktoren.
(3) Hebegeschwindigkeit
Damit die Metallflüssigkeit gleichm??ig und langsam aufsteigt. Um Spritzer zu vermeiden, sollte die Flüssigkeit langsam angehoben werden.
(4) Aufladegeschwindigkeit
Die Füllgeschwindigkeit sollte schneller sein als die Geschwindigkeit der aufsteigenden Flüssigkeit, aber nicht zu schnell, um die Bildung von sekund?ren Einschlüssen zu verhindern. Die Füllgeschwindigkeit und die Komplexit?t des Gussteils, die Wandst?rke, die Gr??e und die Art der Legierung h?ngen von der Art des verwendeten Gussteils ab.
(5) Haltezeit
Die Haltezeit sollte ungef?hr der Erstarrungszeit des Gussstücks entsprechen. Haltezeit und Gussstückgr??e, Wandst?rke, Legierungstyp und Kristallisationsdruck. Je dicker die Wandst?rke des Gussstücks und je breiter der Temperaturbereich der Legierungskristallisation, desto l?nger die Haltezeit.
(6) Gie?temperatur
Differenzdruckgie?en Gie?temperatur als die allgemeineSchwerkraftgussK?nnte niedriger sein.AluminiumDie Gie?temperatur kann bis zu 306~0℃ betragen.
Differenzdruck-Gussanwendungen
Differentialdruckguss ist geeignet, zus?tzlich zu den verfügbaren Sand, kann auch für Metall-Typ verwendet werden. Einzelstück, Kleinserie Produktion kann verwendet werden, Sand, Produktion von gro?en Mengen, kann verwendet werden, Metall-Typ. Das Gewicht der Gussteile kann von weniger als 1kg bis mehr als 100kg sein.
Derzeit ist Chinas gr??tes Gussteil mit einem Durchmesser von 540 mm, einer H?he von 890 mm und einer Wandst?rke von 8 bis 10 mm ein komplexes, dünnwandiges Gussteil für die gesamte Kabine. Die Legierungen, die gegossen werden k?nnen, sind Aluminiumlegierungen, Zinklegierungen, Magnesiumlegierungen, Kupferlegierungen und Stahlguss. Zu den hergestellten Gussteilen geh?ren Motorgeh?use, Ventile, Laufr?der, Zylinder, Radnaben, Tankführungsr?der, Schiffsrümpfe und so weiter.
?????? Gussteile, die auf einer Druckgussmaschine durch die Projektionsfl?che oder die Wandst?rke begrenzt sind, k?nnen im Differenzdruckguss hergestellt werden..






















