Moulage ou usinage : comment faire le meilleur choix ?
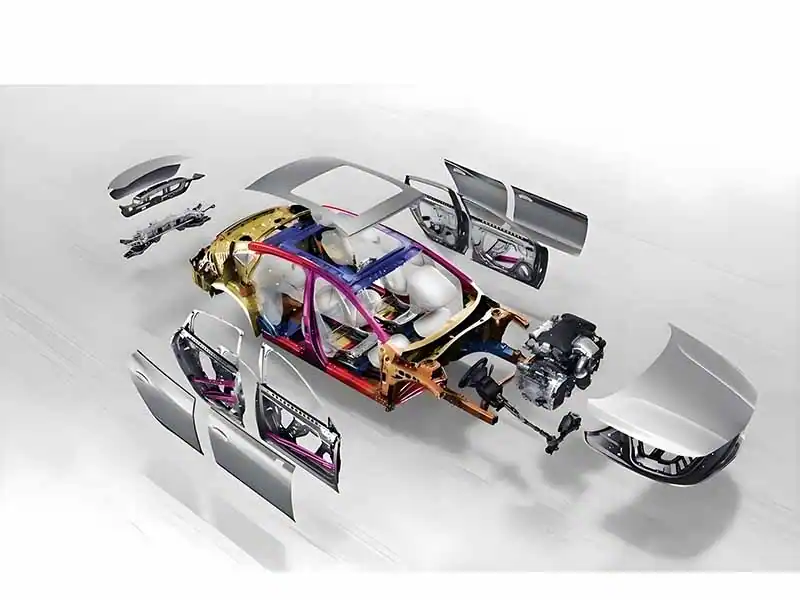
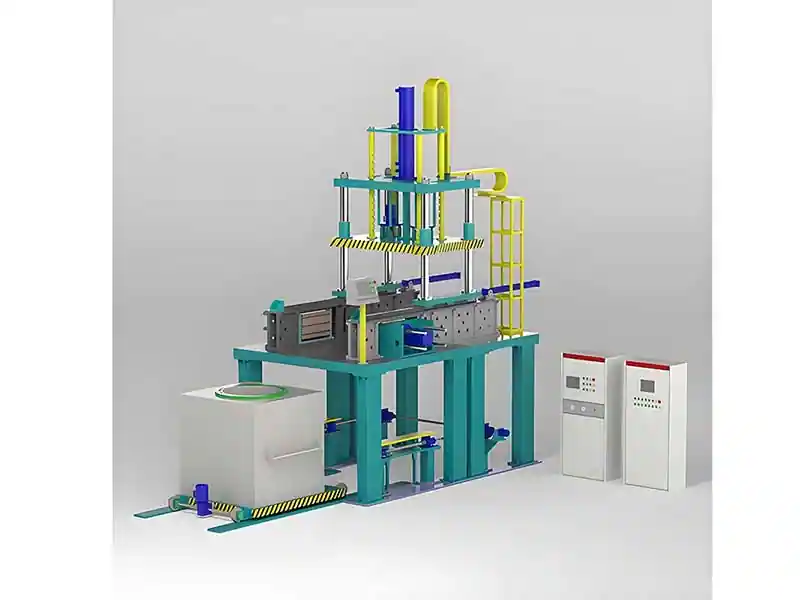
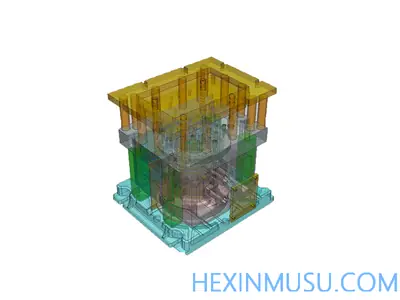
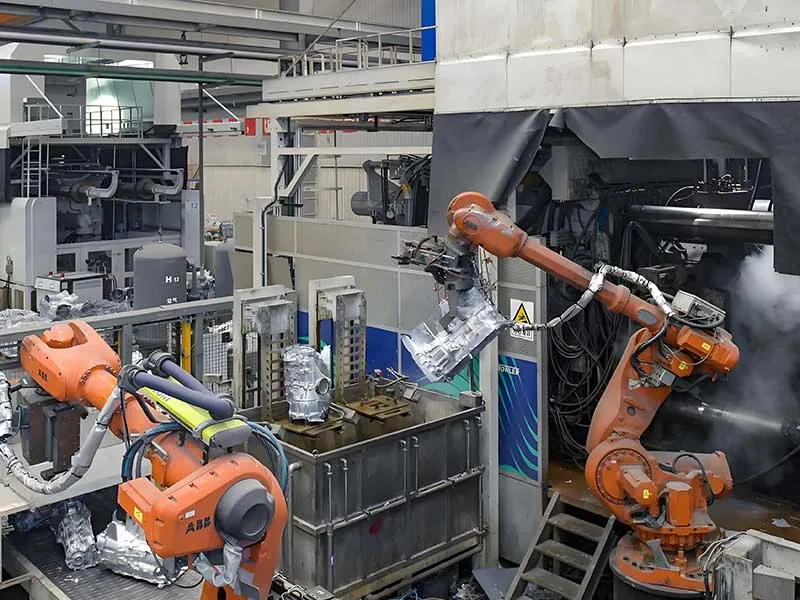
Dans le monde de la fabrication, le moulage et l'usinage sont deux des technologies de mise en forme des pièces les plus fondamentales et les plus utilisées. Comment faire un choix éclairé entre les deux lorsqu'on est confronté à un besoin spécifique de pièces ? Ce choix est directement lié à la qualité, au co?t et au délai de fabrication du produit. Cet article propose une analyse approfondie des principes fondamentaux du moulage et de l'usinage, de leurs avantages et inconvénients, de leurs principales différences et des scénarios applicables, afin de vous aider à prendre des décisions éclairées. Qu'est-ce que le moulage ? Le moulage est un procédé de fabrication ancestral qui consiste à verser du métal (ou un alliage) en fusion dans une cavité (moule) préparée à l'avance. Le métal refroidit dans le moule, se solidifie et finit par former une pièce solide ayant la forme de la cavité du moule. La pièce ainsi obtenue est appelée "moulage". Comment fonctionne le moulage ? Moulage de l'aluminium Moulage sous pression Processus de moulage ...