
Processo e principio di colata a pressione differenziale
發布時間:IL SUO NOME è UN'ALTRA COSA.2024-11-27 分類: 分類informazioni al pubblico 6D4F?覽量:IL MIO NOME è2384
Che cos'è il getto di pressione differenziale?
colata differenziale(noto anche come colata in contropressione), è il metallo liquido nella pressione differenziale, riempiendo a una certa pressione in anticipo la colata, la cristallizzazione, la solidificazione e ottenendo colate di un metodo di processo. ècolata a bassa pressioneCombinazione di due processi, cristallizzazione e solidificazione sotto pressione.
Il processo può essere basato sulla forma della colata, sui requisiti di processo e sulle caratteristiche della colata, regolando la pressione nella cavità, in modo che il metallo liquido sia controllato per fluire nella colata, e a condizione di non cambiare lo stato della forza di colata, in modo che la colata si solidifichi a una pressione più elevata, la colata è difficile da usare altri metodi di formatura per produrre getti di alluminio complessi, a parete sottile e interi, per risolvere la tecnologia di colata, una chiave importante!.
Principio di funzionamento della colata a pressione differenziale.
A. Gonfiabile
B. Pressurizzazione
C. Riduzione dello stress
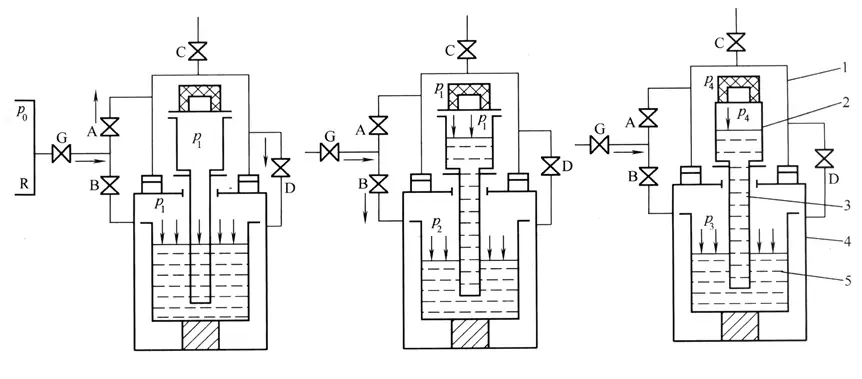
Lo stampo è posto nel cilindro di pressione superiore, il forno a crogiolo è posto nel cilindro di pressione inferiore, i cilindri di pressione superiore e inferiore sono separati da un distanziatore e il tubo di sollevamento del liquido collega lo stampo al forno di mantenimento.
I metodi di riempimento dei liquidi metallici sono:
1) Metodo di pressurizzazione:
2) Metodo di riduzione dello stress:
Caratteristiche del processo di colata a pressione differenziale:
Poiché il liquido metallico di colata a pressione differenziale è sottoposto a una certa pressione di riempimento, si verificano una serie di fattori che favoriscono l'ottenimento di getti di alta qualità.
(1) La velocità di carica può essere controllata; è possibile ottenere diverse differenze di pressione ⊿P-velocità di carica per ottenere la velocità di carica ottimale;
(2) è possibile ottenere la migliore qualità del liquido di riempimento dello stampo ed evitare inclusioni estranee nello stampo.
(3) Grazie alla cristallizzazione e alla solidificazione ad alta pressione, le condizioni di colata sono migliorate, migliorando così notevolmente la densità della colata; la colata può avere uno spessore locale fino a 0,25 mm e un contorno netto.
(4) nel periodo di conservazione a pressione, la colata è ancora in uno stato di alta pressione, sotto l'azione della pressione esterna, produrrà una piccola quantità di deformazione plastica, riducendo così il "micro-ritiro", migliorando le proprietà meccaniche della colata; rispetto alla colata a bassa pressione, la resistenza alla trazione della colata a pressione differenziale può essere aumentata del 10-50 per cento, l'allungamento può essere aumentato del 25-50 per cento.
(5) La cristallizzazione e la solidificazione ad alta pressione possono aumentare la solubilità del gas nel liquido metallico, riducendo notevolmente i difetti di "porosità" e "fori di spillo" nella colata.
(6) Miglioramento della qualità della superficie di colata ---- Grazie alla regolabilità della pressione differenziale ⊿P, è possibile ridurre la "segregazione a freddo" e l'"incollaggio meccanico della sabbia" attraverso la pressione differenziale ⊿P;
(7) è possibile il versamento in atmosfera controllata;
(8) Facilita la meccanizzazione e l'automazione, aumenta la produttività del lavoro, riduce gli sforzi di pulizia e migliora le condizioni di lavoro.
Confronto delle proprietà meccaniche delle leghe di alluminio tra colata a pressione differenziale e colata a bassa pressione
| Metodo di fusione | proprietà meccaniche | ZL101 | ZL102 | ||
| Spessore della parete 5 mm | Spessore della parete 20 mm | Spessore della parete 5 mm | Spessore della parete 20 mm | ||
| colata differenziale | Resistenza alla trazione σb/Mpa | 171 | 190 | 190 | 184 |
| Allungamento a rottura δ/% | 8.0 | 7.2 | 6.5 | 6.5 | |
| colata a bassa pressione | Resistenza alla trazione σb /Mpa | 171 | 132 | 168 | 143 |
| Allungamento a rottura δ/% | 4.0 | 2.0 | 4.0 | 2.0 | |
Progettazione strutturale di attrezzature di colata a pressione differenziale
Le attrezzature per la colata a pressione differenziale hanno tre componenti principali: mainframe, controllo della pressione, alimentazione dell'aria.

Profilo dell'attrezzatura per la colata a pressione differenziale

Sezione principale dell'apparecchiatura
Sezione di controllo della pressione
componente di alimentazione dell'aria
1) Struttura del serbatoio a pressione: sezione di testa
2) Meccanismo di bloccaggio
(3) Metodo di gonfiaggio: sistema di controllo pneumatico e relativi dispositivi ausiliari
Progettazione del processo di colata a pressione differenziale
1) Selezione della posizione di colata
Stabilire la posizione di colata, per effettuare la colata lontano dal canale di colata prima solidificazione, ultimo canale di colata solidificazione, per ottenere la sequenza di colata solidificazione, spesso la colata di parti a parete sottile lontano dal canale di colata, in modo che il metallo liquido viene introdotto dalla parete spessa, e la posizione di colata a bassa pressione di colata è la stessa della scelta della posizione di colata.
2) Indennità di lavorazione e indennità di processo
Per i getti con spessore uniforme della parete, per ottenere una solidificazione sequenziale in direzione della porta, è possibile aumentare il margine di lavorazione e i piani non lavorati possono essere utilizzati con un margine di processo, in modo che lo spessore della parete del getto aumenti in direzione del canale di colata.
3) Selezione del sistema di colata
(1) Requisiti che devono essere soddisfatti da un sistema di colata ragionevole
① Per garantire un riempimento omogeneo del liquido metallico, il riempimento deve essere rapido.
② Benefico per il blocco e lo scarico delle scorie.
(iii) Favorisce la solidificazione sequenziale dei getti.
(2) Forma del sistema di colata
Generalmente si utilizza il sistema di colata a iniezione dal basso, i getti in lega di alluminio e magnesio utilizzano spesso il sistema di colata aperto, mentre per i getti di altezza superiore a 300 mm è possibile scegliere il sistema di colata a fessura.
4) Riser e ferro freddo
La colata a pressione differenziale rafforza efficacemente il ritiro complementare del riser, pertanto, per i singoli giunti caldi spessi, è generalmente sufficiente utilizzare il riser scuro. Il ferro freddo viene spesso utilizzato insieme ai riser e al canale di colata per accelerare la velocità di raffreddamento della colata in corrispondenza dei giunti caldi locali, in modo che i giunti caldi e la parete di collegamento adiacente si solidifichino contemporaneamente, al fine di raggiungere lo scopo della solidificazione sequenziale dell'intera colata.
Processo di colata a pressione differenziale
(1) Caratteristiche del processo di colata della colata a pressione differenziale
La pressurizzazione differenziale della colata è suddivisa in 6 fasi
Da 0 a t1: fase di inflazione
da t1 a t2: fase di equilibrio della pressione
Da t2 a t3: fase di sollevamento del liquido
da t3 a t4: fase di riempimento
da t4 a t5: stadio di pressione di mantenimento
da t5 a t6: fase di interconnessione
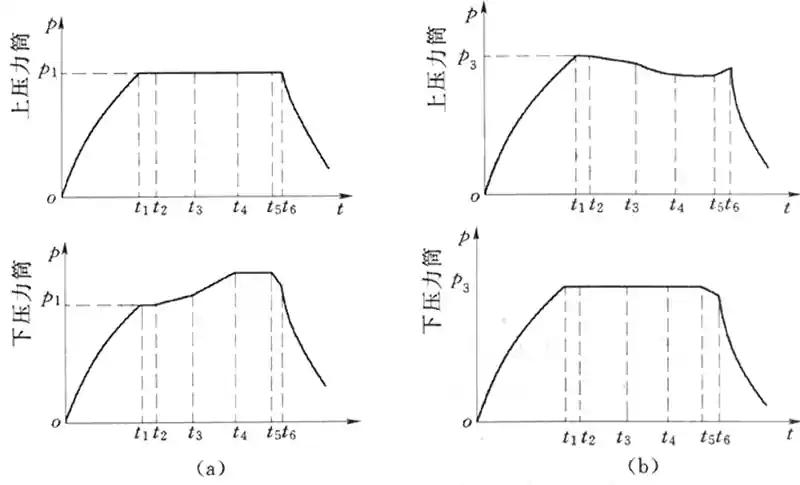
pressurizzazione
programma di decompressione
Confronto tra metodi di aumento e riduzione della pressione
Metodo di boosting: dalla curva caratteristica, si può notare che la curva di boosting a'b' ha una scarsa segmentazione e la velocità di riempimento del metallo liquido fluttua.
Metodo di decompressione: la sezione ab rappresenta una piccola parte dell'intera curva ed è molto vicina a una linea retta, pertanto il liquido metallico sale dolcemente nel metodo di decompressione.
Selezione dei parametri di processo
(1) Differenza di pressione di carica Δp
Può essere calcolato come p=HρK/10200
(2) Pressione di cristallizzazione
Più alta è la pressione di cristallizzazione, più densa è la colata e migliori sono le proprietà meccaniche della colata. Pressione di cristallizzazione e struttura della colata, caratteristiche di cristallizzazione della lega e altri fattori.
(3) Velocità di sollevamento
Per far sì che il liquido metallico salga lentamente e senza intoppi. Per evitare schizzi, il liquido deve essere sollevato lentamente.
(4) Velocità di carica
La velocità di riempimento deve essere superiore alla velocità di risalita del liquido, ma non deve essere troppo veloce, per evitare la generazione di inclusioni secondarie. La velocità di riempimento e la complessità del getto, lo spessore della parete, le dimensioni e il tipo di lega dipendono dal tipo di getto utilizzato.
(5) Tempo di mantenimento
Il tempo di mantenimento deve essere approssimativamente uguale al tempo di solidificazione del getto. Tempo di mantenimento e dimensioni del getto, spessore della parete, tipo di lega e pressione di cristallizzazione. Maggiore è lo spessore della parete del getto, più ampio è l'intervallo di temperatura di cristallizzazione della lega, più lungo è il tempo di mantenimento.
(6) Temperatura di colata
Temperatura di colata a pressione differenziale rispetto a quella generalecolata gravitazionalePotrebbe essere inferiore.alluminioLa temperatura di versamento può arrivare a 306~0℃.
Applicazioni di fusione a pressione differenziale
La pressofusione differenziale è adatta in aggiunta alla sabbia disponibile, può anche essere utilizzata per il tipo di metallo. Per la produzione di pezzi singoli e piccoli lotti si può usare la sabbia, per la produzione di grandi quantità si può usare il metallo. Il peso dei getti può essere da meno di 1 kg a più di 100 kg.
Attualmente, la più grande colata cinese ha un diametro di 540 mm, un'altezza di 890 mm, uno spessore di parete di 8 ~ 10 mm e getti complessi a parete sottile di cabine intere. Le leghe disponibili per la fusione comprendono leghe di alluminio, zinco, magnesio, rame e acciaio fuso. I getti prodotti comprendono gusci di motori, valvole, giranti, cilindri, mozzi di ruote, ruote di guida di serbatoi, scafi di navi e così via.
?????? I getti che sono limitati dall'area di proiezione o dallo spessore delle pareti di una macchina per colata a pressione possono essere prodotti mediante colata a pressione differenziale..






















